Important Point
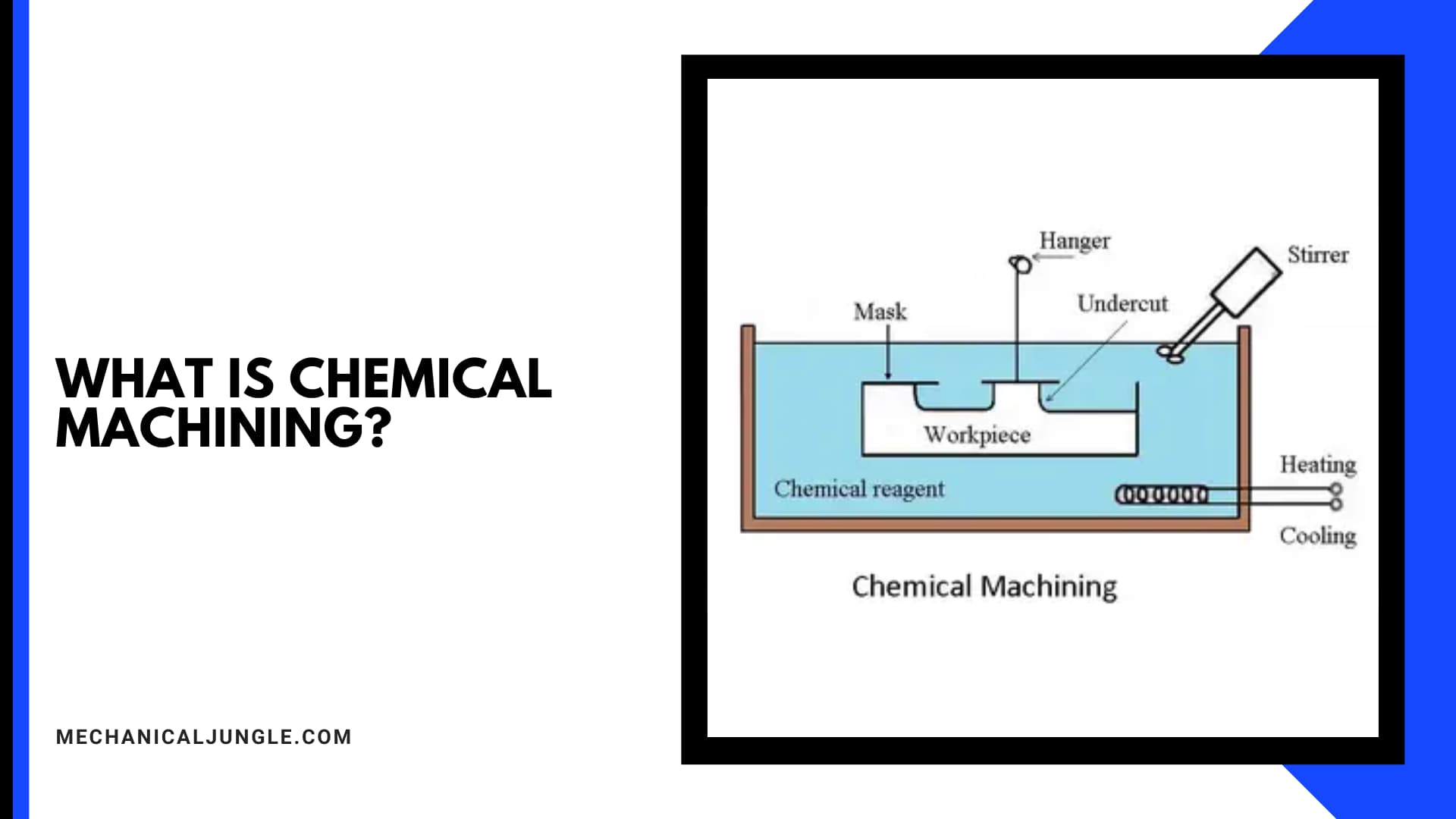
What Is Chemical Machining?
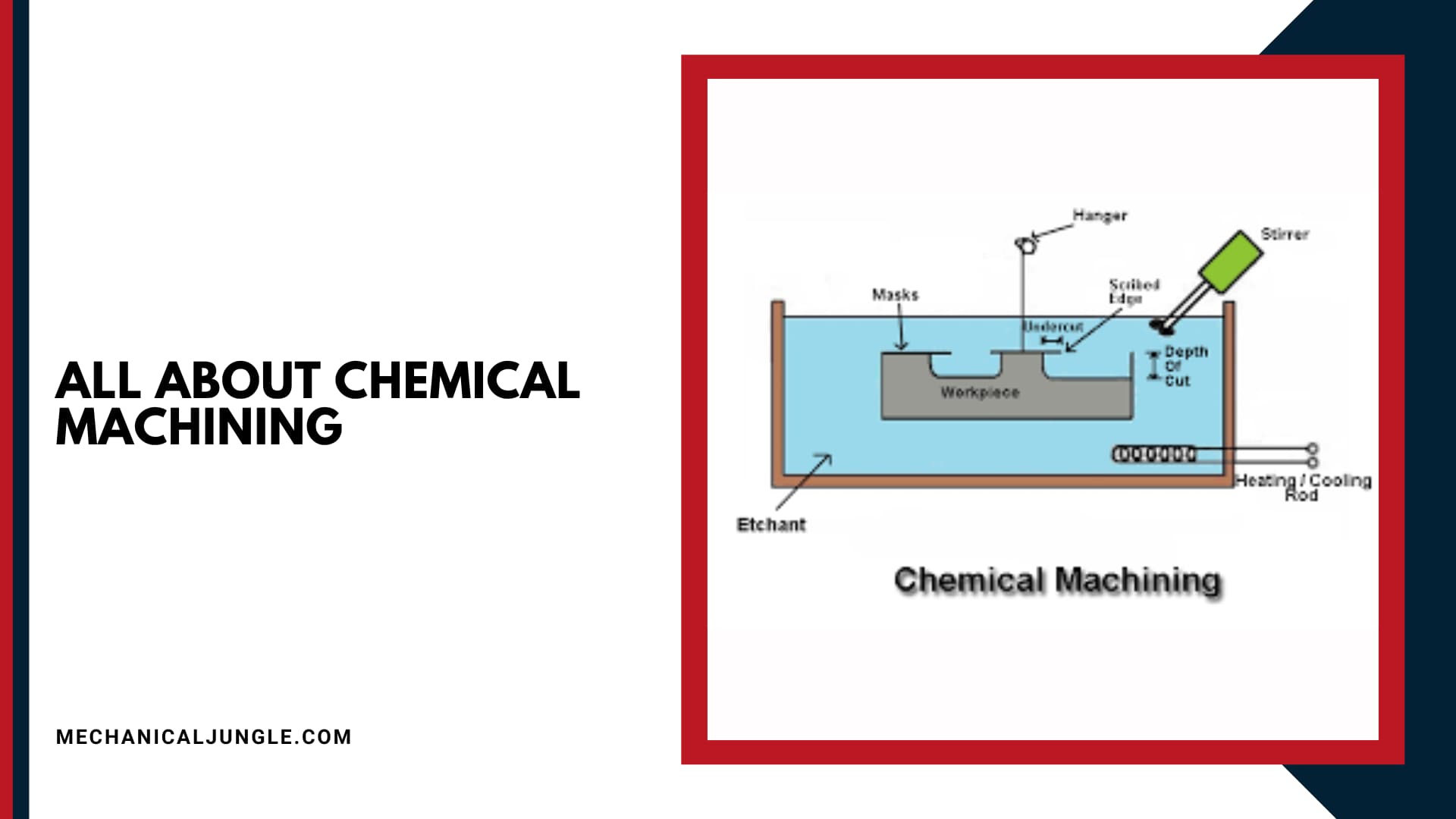
The metal is slowly converted into a metal salt by a chemical reaction and eventually removed as such. Areas from which the material is not to be removed are protected by an etching-resistant material, known as a ‘maskant or’ resistance.
Almost all materials from metals to ceramics can be chemically machined. The component to be mechanized is first cleaned in a solution of 80 to 90 ° C in trichloroethylene vapor or mild alkaline solution, followed by rinsing in clean water.
One of the thickest methods is to coat all by spraying or dipping the component. It removes dust and oil. Cleanliness ensures good adhesion of the coating or masking agent.
After cleaning, the components are dried and coated with mask material which can be cut and peeled, photorealistic or screen-print, type. Finally, the metal is removed by Etching.
Chemical machining is a process that is used for the purpose of metal removal by the dissolution of the workpiece in a controlled manner by the application of an acidic or alkaline solution, and this solution is called an etchant.
The chemical machinings process is widely used to produce micro components for various industrial applications such as micro electrochemical systems (MEMS) and semiconductor industries.
Also, Read: Working of Electrochemical Machining | Electrochemical Machining | Construction of Electrochemical Machining
Working of Chemical Machining:
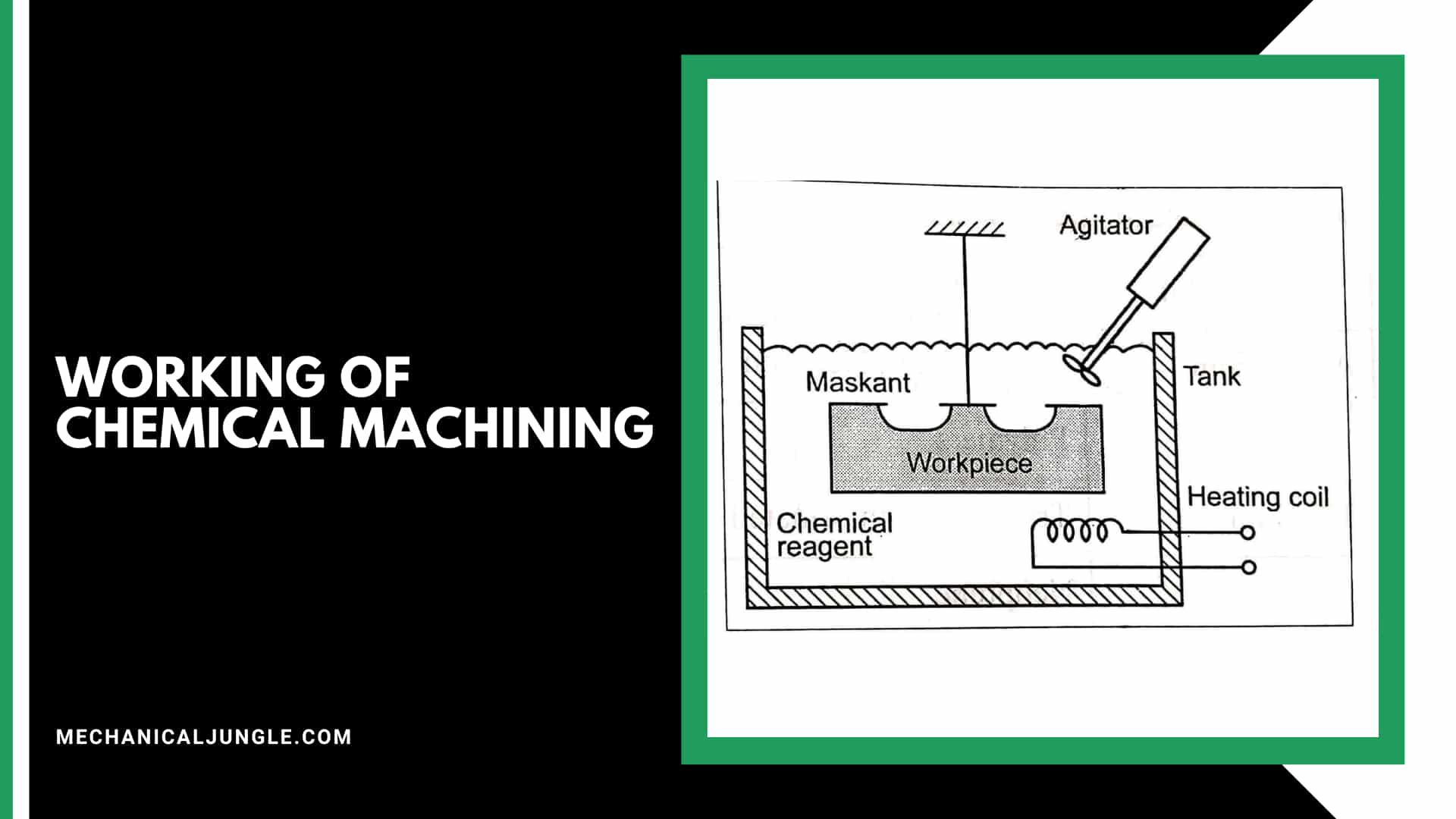
Differents processes of chemical machining are givens below:
#1. Cleaning
In the cleaning process, the workpieces are cleaned to remove oil, grease, dust, or any substance from the workpiece so that further processing can be completed properly.
Cleanings are necessary to ensure proper adhesion of masking material to the workpiece. In the case of masking debugging, stray Etching occurs.
Various types of cleaning processes such as vapor degradation, alkaline Etching, etc., like maskants, are carried out depending on the work material and the required machining depth. Cleaning porous workpiece material is difficult.
There are mainly two methods of cleanings, mechanical & chemical methods. The chemical method is widely used because it causes much less damage than the mechanical method.
If the masked is thicker and thinner and chemically cleaned, then the thinner or cleaned parts of the masked are refined. Heating the cleaning process is helpful.
#2. masking
Masking is done using masking. These masks are inert in nature and do not react with the chemicals used in the machining process. The masked to be used should be an easy stripe mask. In this masking process, the parts of the workpiece that are not machined are masked using a mask so that the machined part is exposed to the chemical used in the machining process. But when the masking process is performed, the entire workpiece is masked.
Masks are applied to any of the three methods below:
- Cut and peel method.
- Screen method.
- Photoresist method.
#3. Scribing
After the masking process, masking is performed to remove from the area of the workpiece that is to be mechanized so that a chemical reaction can occur on that part of the workpiece. After the scribe process, only those areas that are to be mechanized are exposed to chemical machining.
#4. Etching
After filtering the workpiece, it is immersed in a container containing a chemical that undergoes a chemical reaction with the workpiece.
When the workpiece is immersed inside the chemical, the area that is masked does not undergo any chemical reaction, and the area that is not masked undergoes a chemical reaction with the chemical and the material unmasked area of the workpiece. I will start moving away from it.
The etching process is usually performed at an elevated temperature.
Gas bubbles should not be allowed to become trapped during the process to avoid non-uniform machining.
There is a formula for Etching:
E=s/t
E = Rate of Etching.
s = depth of cut.
t = Immersion time
#5. Demasking
After the etching process, the masks are removed from the area of the workpiece, which is not mechanized, and the oxide layer is also removed from the area of the workpiece, which is mechanized.
#6. Washing
After the demasking process, the workpiece is thoroughly rinsed under fresh water to completely remove any substances, etc., from the surface of the workpiece.
Apart from all these steps, one step is used optionally, which is the Etchant of heating and cooling:- According to the temperature, the temperature of the waiter is maintained in the container using a heating or cooling rod.
Chemical Machining Process:
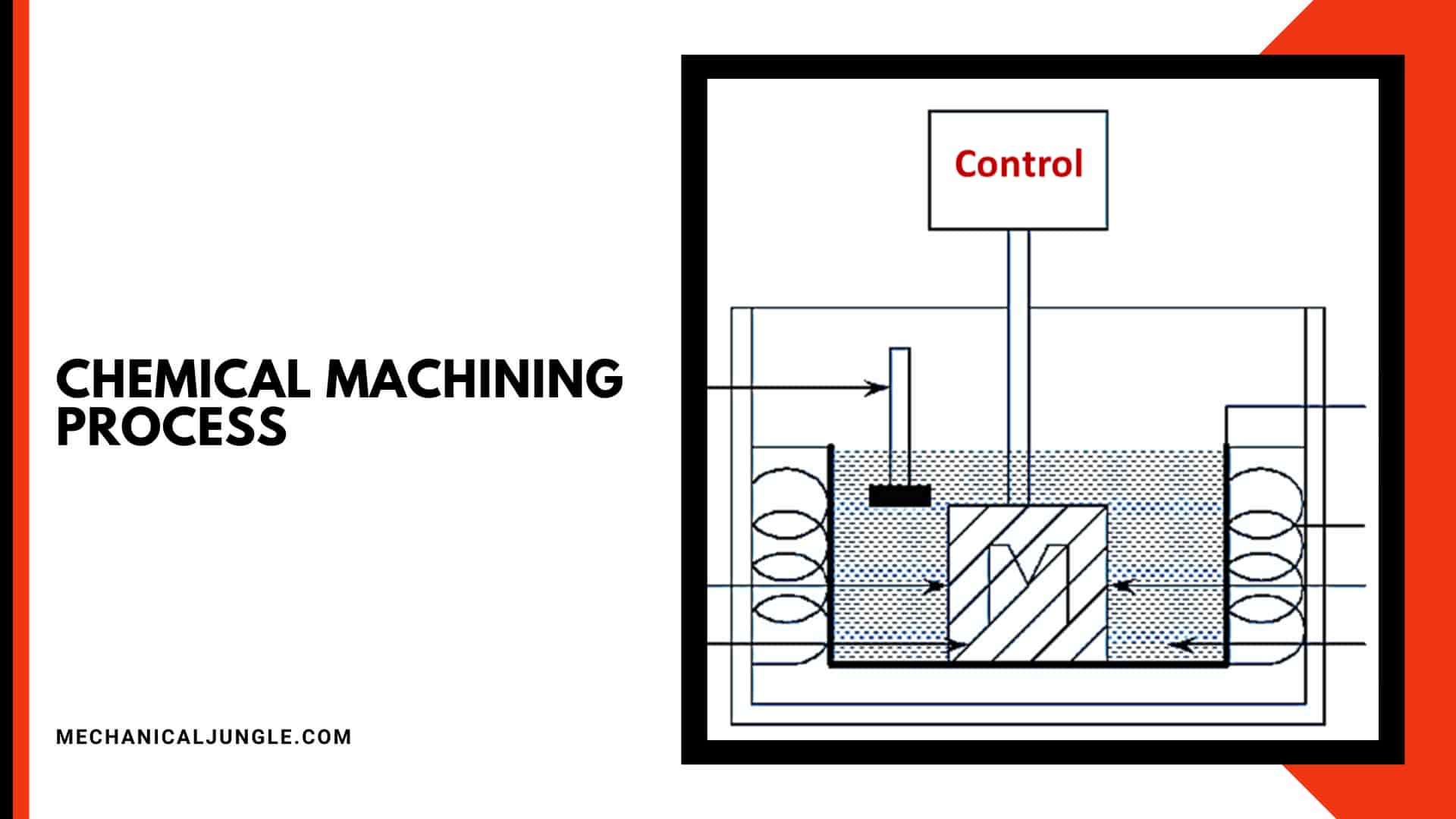
The process can be applied to a wides variety of operations such as milling, blanking, and engraving. The various chemical machining processes can be classified as follows:
- Chemical Milling
- Chemical Blanking
- Chemical Engraving
Chemical machining for some specials purposes can also be achieved by using reactive gases, e.g., jets of chlorine, in the machining area. This is known as gaseous chemical machinings or hot chlorine machining and can be used for debugging metal parts.
#1. Chemical Milling
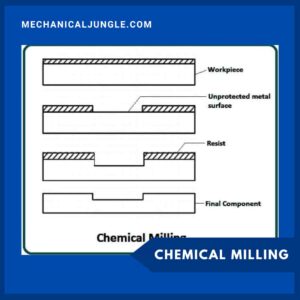
Chemical milling is sometimes called Chem milling or contour machining, or Etching. It is used to produces shapes by selective or overall removal of metal parts from relatively large surface areas.
The main purpose is to achieve shallows but complex profiles, reduce weight by removing unwanted materials from the surfaces, as in the skin of an aircraft. Components are cleaned & degreased by immersion in trichloroethylene vapor. Or some alternative chemicals cleaner followed by washing in clean water.
The components are then coated with a cut & peel maskant by brushing, dipping, or spraying (up to 0.2 mm). Thises can be a suitable fluid with a neoprene base. Or some alternative plastics solutions impervious to the action of the etchings agent (permitting Etching depths up to 10 mm).
When this has dried, by mild heatings otherwise, the desired shape to be processed on the work materials is cut on the maskant with ascribing knife, and the unmachined portions of the maskant are peeled away. Usually, templates are used to portray. The desired machinings shape within tolerance.
The part is then dipped completely into tanks of chemicals that will dissolve (etch) away from the exposed metal. After etching to the required depth and washings to remove all traces of the Etchant, the entire maskings are stripped from the component, and their surfaces are anodized or treated with a temporary protective agent as necessary.
#2. Chemical Blanking
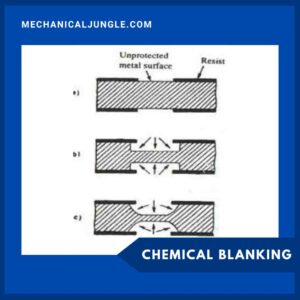
Chemical blankets, chemical blanking, photo-making, photo vibration, or photo etching are variations of chemical milling. In this process, the materials are completely removed from many areas by chemical action. This process is mainly used on their sheets and foils. Almost any metals can be worked by this process; however, it is not recommended for thinning of materials more than 2 mm.
The workpiece is cleaned, reduced, and selected by acid or alkali. The cleaned metal is dried, and the photoresist material is applied to the workpiece by dipping, whirl coating, or spraying. It is then dried and cured. Photography materials have been used to produce degradation-resistant images in photoresist materials.
This type of mask is sensitive to light of a particular frequency, ultraviolet light in general, and not to room light. This surface is now exposed to light through a negative, namely, a photographic plate of the required design, as in developing drawings. After exposure, the image is developed. Unexpected parts break apart during the developing process showing bare metal.
The metal used is kept in a machine, which is sprayed with chemical substances or is added to the slurry. The etching solution can be hydrofluoric acid (for titanium) or one of many other chemicals. After 1 to 15 minutes, the unwanted metal has been ingested, and the finished portion is ready to remove the ashes immediately.
#3. Chemical Engraving
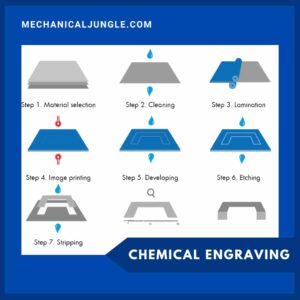
Printed circuit cards, other engraving operations, and cuttings of complex designs can be chemically blanked using photoresist maskants.
- Very thin metals (0.005 mm) can be dug well.
- High accuracy of the orders of +0.015 mm can be maintained.
- High production rates can be accomplished using an automated photographic technique.
History of Chemical Machining:
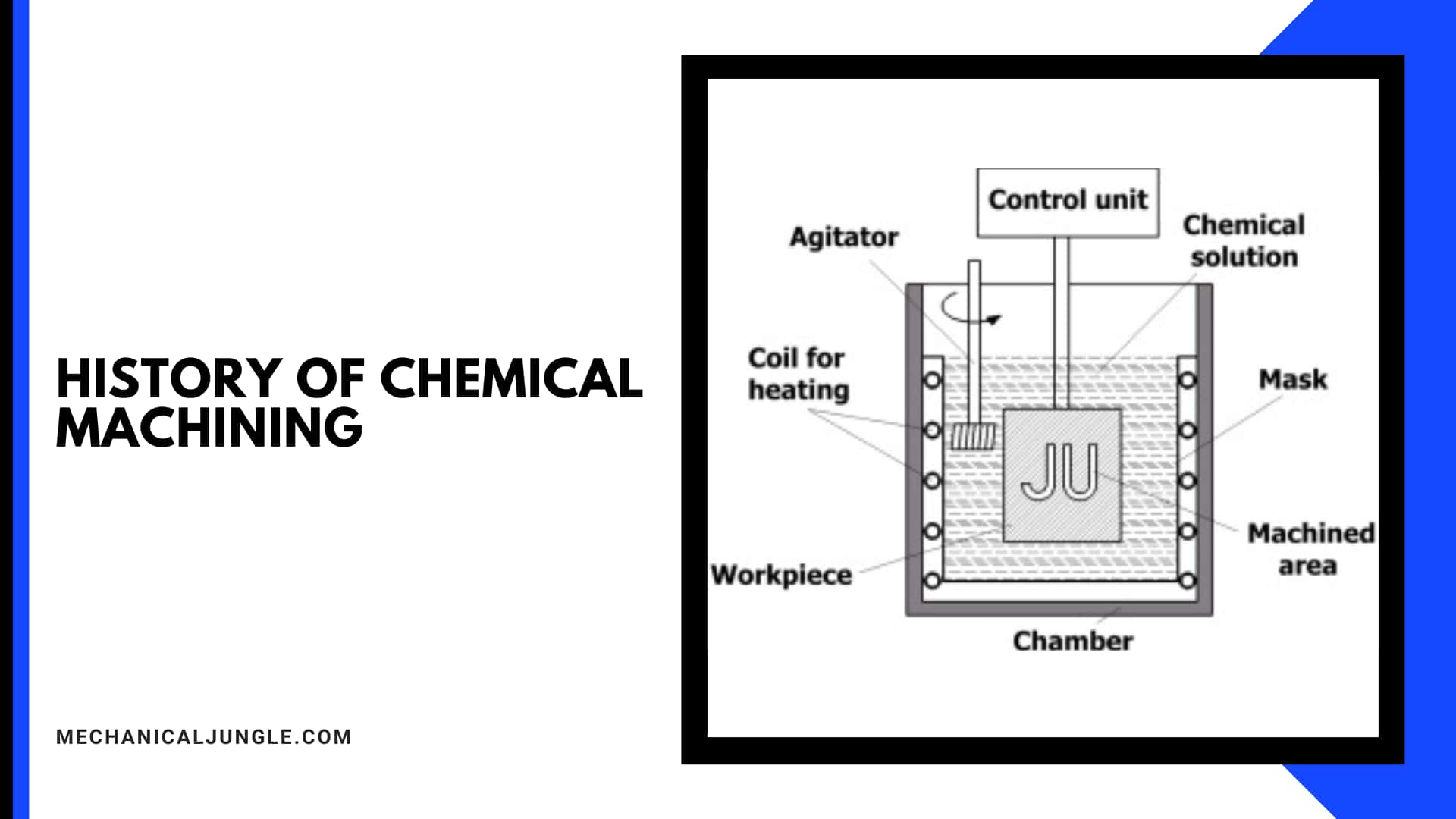
In ancient days, thises process was used by artists for engraving metals. However, the artists were unaware of the process or the process work. This machining process was used to shape coppers with citric acid in ancient Egypt in 2300 BC.
Prior to the 19th century, this process was widely used for ornamental Etching. In 1852, William Fox Talbot patented the copper digging process with ferric chloride, using photoresist. In 1888, John Baynes described the process for fabricating two-sided material using a photoresist, which was patented in the USA.
Two materials are mainly used in the machining process: mask and etc.
#1. Maskant
Maskants are chemical-resistant coatings that are used to cover surfaces that are not machined. It does not allow the maskant etc., to penetrate through it and access the material, which is not to be dissolved.
This technique is very useful for producing complex configurations in fragile parts that cannot be performed by traditional machining processes.
Choice of Maskant:- The masked is chosen to keep in mind the following points:
- Must be resistant to masked primitives.
- It should be easily removable after the machinings are over.
- The mask should not have any chemical effect on the workpiece.
- This captivity should be completely stable at the high temperature of the bath.
#2. Etchant
The Etchant is the chemicals used in the chemicals machining process, which dissolves the workpiece & removes material by chemical reactions. To avoid uneven material removal from the workpieces – a fresh etchant is continuously sprayed, or the workpieces are submerged in an etchant tank.
To increase the materials removal rate (MRR), the Etchant is agitated, and if necessary, the Etchant is heated. The strength of etchants can be maintained by proper filtrations, the addition of new chemicals, replace some percentage of used etchants with fresh ones regularly.
Different etchants are used for different machinings materials. Some of the etchants are Fe Cl3 ( It is used for Al, Cu, Ni, & their alloys), FeNO3 ( for Ag ), HF ( for Ti ), & HMO (for tool steel). Apart from these, others etchants used are chromic acid & ammonium persulphate.
Points to consider while choosing an etchant:-
- It should give a good surface finish.
- It should have a good materials removal rate.
- It should have a high depths of penetration.
- It should not damage the workpiece.
- It should be easily available.
- It should not be very costly.
Important Measurements in Chemical Machining:
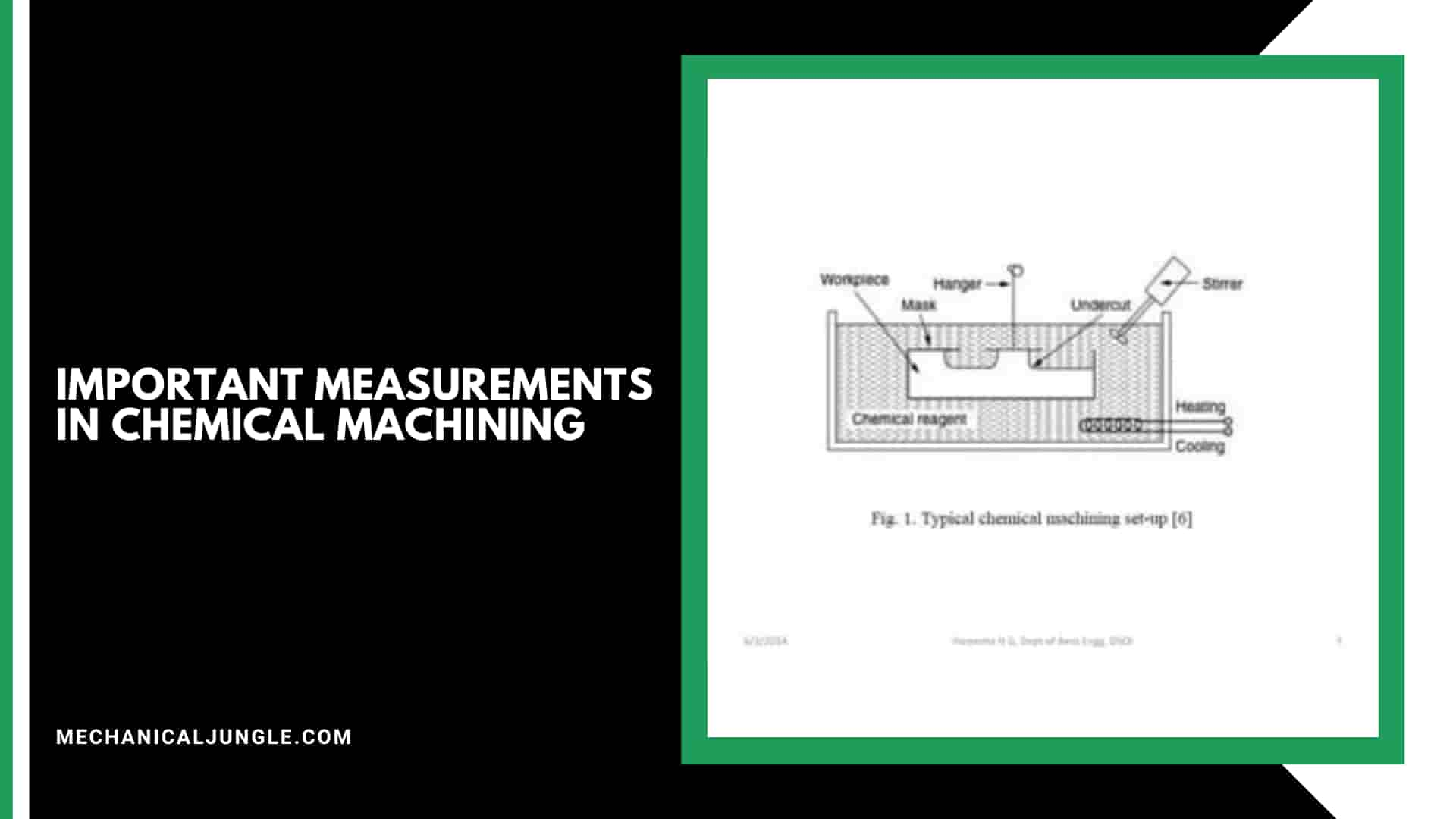
The material removals are measured by using two main values:
Depth of cut:- It is the downward depths up to which the material is removed.
Undercut:- It is the laterals distance up to which the materials are removed.
The extents of the undercut depend upon the depths of cut, type & strength of the Etchant, & the workpiece material. The total machined depth & extent of the undercut are controlled by immersion time.
Also, Read: Parts of Cornish Boiler | Working Principle of Cornish Boiler | Construction of Cornish Boiler
Advantages of Chemical Machining:
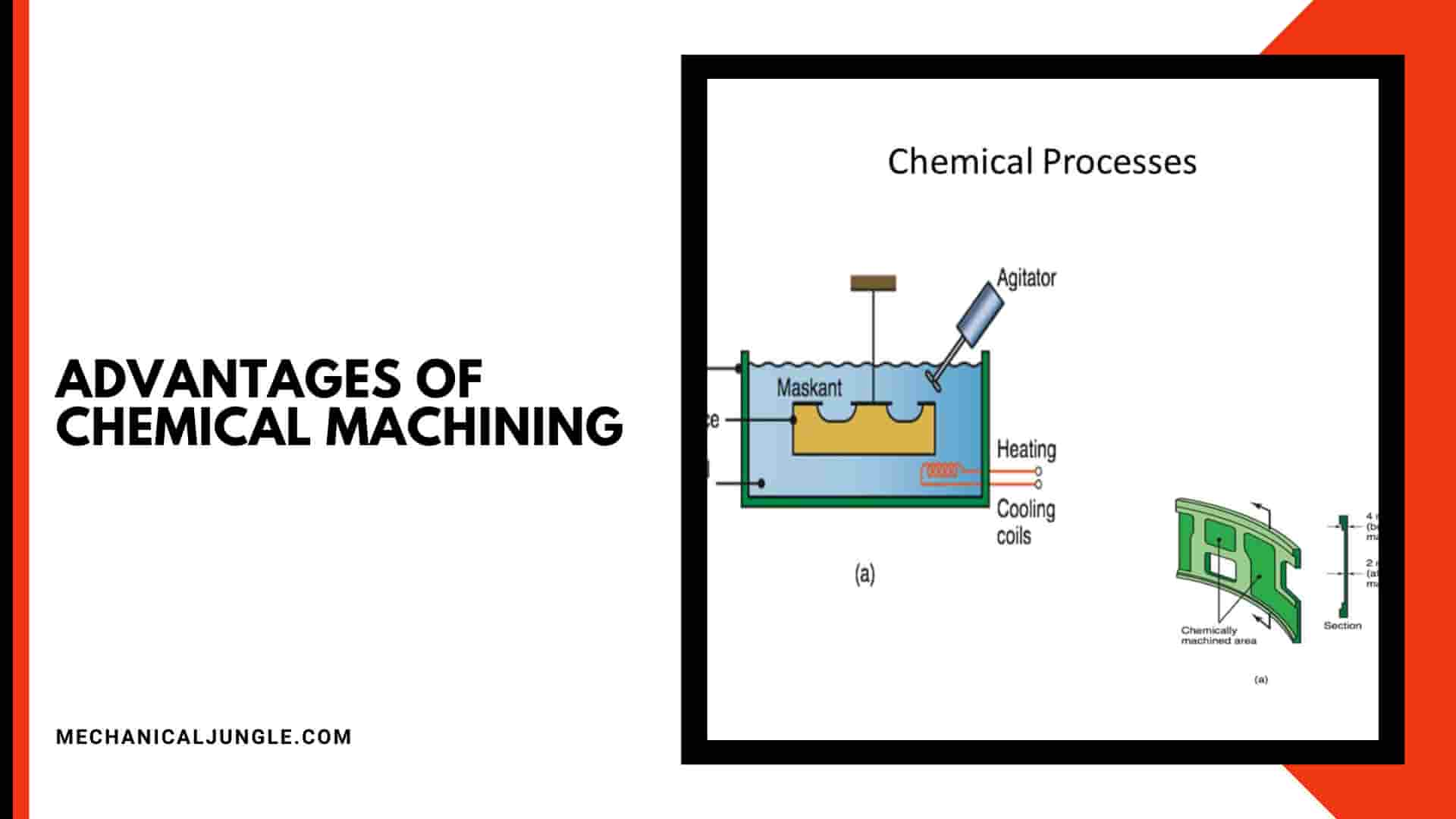
Here, the different Advantages of chemical machining are as follows:
- This machining process removes material uniformly.
- In this machinings process, it is possible to make tapered sheets & structural members.
- With close tolerances & a good surface finish.
- High-skill laborers are not required for the chemical machining process.
- It is suitable for low production runs.
Also, Read: Parts and Functions of Grinding Machine | Grinding Machine | Grinding Machine Types
Disadvantages of Chemical Machining:
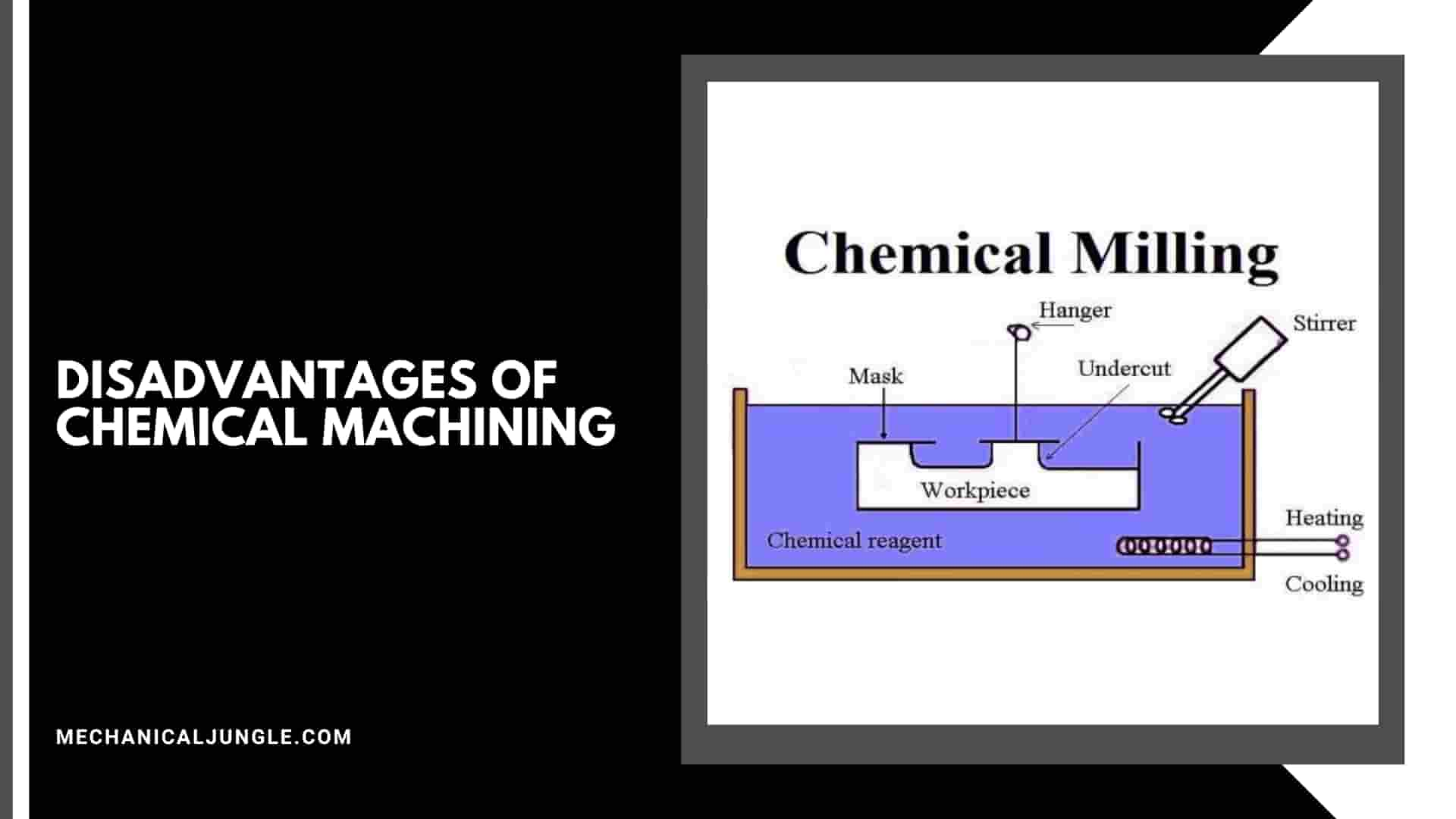
Here, the different Disadvantages of chemical machining are as follows:
- Very few metals can be machined using thises machining process.
- Sometimes evolved gas gets collected under the maskant & result in uneven itching of the material.
- The material removal rate is very low.
- Chemicals used in the process are corrosives in nature & can also be toxic.
- In the case of machinings of alloys, different machinings rates result in poor surface finish. The machinings rate goes down as the Etchant gets contaminated with the reaction product.
Application of Chemical Machining:
Here, the different Applications of chemical machining are as follows:
- CHM has been applied in the number of usages where the depths of metal removal are crucial to a few microns, & the tolerances are close.
- The surface finishes obtained in the process are in the range of 0.5 to 2 microns.
- Besides, it removes metals from a portion of the entire surface of formed or irregularly shaped parts such as forgings, castings, extrusion, or formed wrought stocks.
- One of the major applications of chemical machinings is in the manufacture of burr-free, intricate stampings.
Frequently Asked Questions (FAQ)
Chemical Milling
Chemical milling is the subtractive machining process using baths of temperature-regulated etching chemicals to remove material for producing the required shape [11]. It is defined as the method of chemically corroding material to produce blind features like pockets, channels, etc.
Chemical Machining
Chemical Machining is the clean removal of metal from pre-described areas without altering the integrity or properties of the metal by means of a photochemical process. This process is primarily used in creating small thin metal parts of the complex design with no burns or stresses to the parts.
Chemical Machining Process
Chemical Machining is the clean removal of metal from pre-described areas without altering the integrity or properties of the metal by means of a photochemical process. This process is primarily used in creating small thin metal parts of the complex design with no burns or stresses to the parts.
Precision Chemical Machining Services for Intricate Parts
Precision chemical machining offers several advantages over conventional machining techniques:
- Intricate and complex geometries: Chemical machining can create parts with intricate shapes, including thin walls, narrow slots, and fine details. It allows for the production of complex components that may be difficult or impossible to achieve with traditional machining methods.
- High accuracy and repeatability: Chemical machining can achieve tight tolerances and excellent dimensional accuracy. It offers precise control over material removal, allowing for the production of parts with consistent dimensions and specifications.
- Minimal mechanical stress: Chemical machining does not involve significant mechanical forces or cutting tools, reducing the risk of distortion, burrs, or microcracks. This makes it suitable for manufacturing delicate or sensitive parts, such as thin sheets, electronic components, or aerospace parts.
- Cost-effective for small production runs: Chemical machining can be a cost-effective solution for small to medium production quantities. It does not require expensive tooling or complex setups, making it suitable for prototyping, low-volume production, or customized parts.
- Material versatility: Precision chemical machining is compatible with various materials, including metals, alloys, polymers, and composites. The process can be adapted to different materials by selecting appropriate etchants or chemical solutions.
Advantages of Chemical Machining in Manufacturing Processes
Ability to produce complex geometries. Faster production time due to reduced downtime. Easy to maintain. It is suitable for cutting and grinding materials in large quantities.
Chemical Etching Techniques for High-Precision Machining
Here are some commonly used chemical etching techniques for high-precision machining:
- Wet Etching: Wet etching is a traditional and widely used technique for chemical machining. It involves immersing the workpiece in an etchant solution that chemically reacts with the material, selectively dissolving the exposed areas. The etchant can be an acid or a base, depending on the material being etched. Wet etching can achieve high precision and fine details but may have limitations in terms of aspect ratio and undercutting.
- Photochemical Etching: Photochemical etching, also known as photolithography or photochemical machining (PCM), combines the use of light-sensitive photoresist and chemical etchants. The process begins by coating the workpiece with a photosensitive resist material. A pattern is then exposed onto the resist using a photomask and light source. The exposed resist areas are chemically removed, leaving behind a protective mask. The workpiece is subsequently immersed in an etchant solution to selectively remove the unprotected areas. Photochemical etching offers excellent precision and control over feature sizes and is well-suited for mass production of intricate parts.
- Electrochemical Etching: Electrochemical etching, also known as electrochemical machining (ECM), uses an electric current in combination with a chemical solution to remove material from the workpiece. In this process, the workpiece acts as the anode, and a tool or electrode, typically made of a different material, serves as the cathode. The flow of electric current through the electrolyte selectively dissolves the workpiece material. Electrochemical etching provides precise control over material removal and can be used for complex shapes and delicate parts.
- Plasma Etching: Plasma etching is a dry etching technique that uses ionized gas or plasma to remove material from the workpiece. It is typically used for high-precision etching of semiconductors, ceramics, and other advanced materials. Plasma etching offers excellent control over etching rates, selectivity, and profile control. It is often used in semiconductor fabrication and microelectromechanical systems (MEMS) manufacturing.
Top Chemical Machining Companies in the USA
- Great Lakes Engineering, Inc. Maple Grove, MN 763-425-4755.
- VACCO Industries, Inc. El Monte, CA 626-443-7121.
- Northwest Etch Technology Tacoma, WA 800-343-2401.
- Caliber Engraving Irvine, CA 866-486-5140.
- Engrave It Houston Houston, TX 713-896-1765.
- More Chemical Milling Companies.
Applications of Chemical Machining in the Aerospace Industry
Chemical milling is used in the aerospace industry to remove shallow layers of material from large aircraft components, extruded parts for airframes, and other components such as missile skin panels.
Chemical Milling Process
The chemical milling process involves bathing the cutting areas of a metal part in a corrosive chemical, often an acid mixture, which is known as an etchant. This etching solution reacts with the area to be etched in the material, often aluminum or steel, and causes the solid material to dissolve.
Define Masking in Electro Chemical Machining
Masking: It is a process of applying maskant over the surface of the workpiece. A layer of polymer or rubber is coated on the workpiece. Masking is done to prevent the area which does not require machining from the etching process. Masking is done all over the workpiece except the areas to be machined.
Types of Etchants Used in Chemical Machining
Other possible chemical etchants can be named as sul- furic acid (H2SO4), nitric acid (HNO3), alkaline potas- sium ferricyanide solution or mixtures of mentioned etchants like FeCl3 + HCl, sodium fluoride (NaF) + chromic acid (CrO3).
Chemical Milling Process in Aerospace
For the aerospace industry, chemical milling is a subtractive machining process that reduces the weight of fuselage skins to produce pocket and channel features or achieves an overall weight reduction for a more efficient aircraft.
Photochemical Milling Process
Photochemical machining (PCM), also known as photochemical milling or photo etching, is a chemical milling process used to fabricate sheet metal components using a photoresist and etchants to corrosively machine away selected areas. This process emerged in the 1960s as an offshoot of the printed circuit board industry.
Application of Chemical Machining
This process is primarily used in creating small thin metal parts of complex design with no burns or stresses to the parts. Chemical Machining is the clean removal of metal from pre described areas without altering the integrity or properties of the metal by means of a photochemical process.
Like this post? Share it with your friends!
Suggested Read –
- Multi Plate Clutch
- Water Jet Machining
- Electro Chemical Deburring
- Angle Plate for Milling Machine
- Domestic Electrolux Refrigerator | Different Components of Domestic Electrolux Refrigerator
- Scotch Yoke Mechanism | Working Principle of Scotch Yoke Mechanism | Construction of Scotch Yoke Mechanism
- Types of Angle Plates | Box Angle Plate of Angle Plate | Swivel Angle Plates of Angle Plate | Cast Iron T-Slotted Angle Plate of Angle Plate
- What Is Wilson-Hartnell Governor? | Wilson Hartnell Governor | Construction of Wilson Hartnell Governor | Working of Wilson Hartnell Governor
- Cochran Boiler | Cochran Boiler Working | Working Principle of Cochran Boiler | Applications of Cochran Boiler | Advantages & Disadvantages of Cochran Boiler

Leave a Reply