Important Point
What Is a Welding Position?
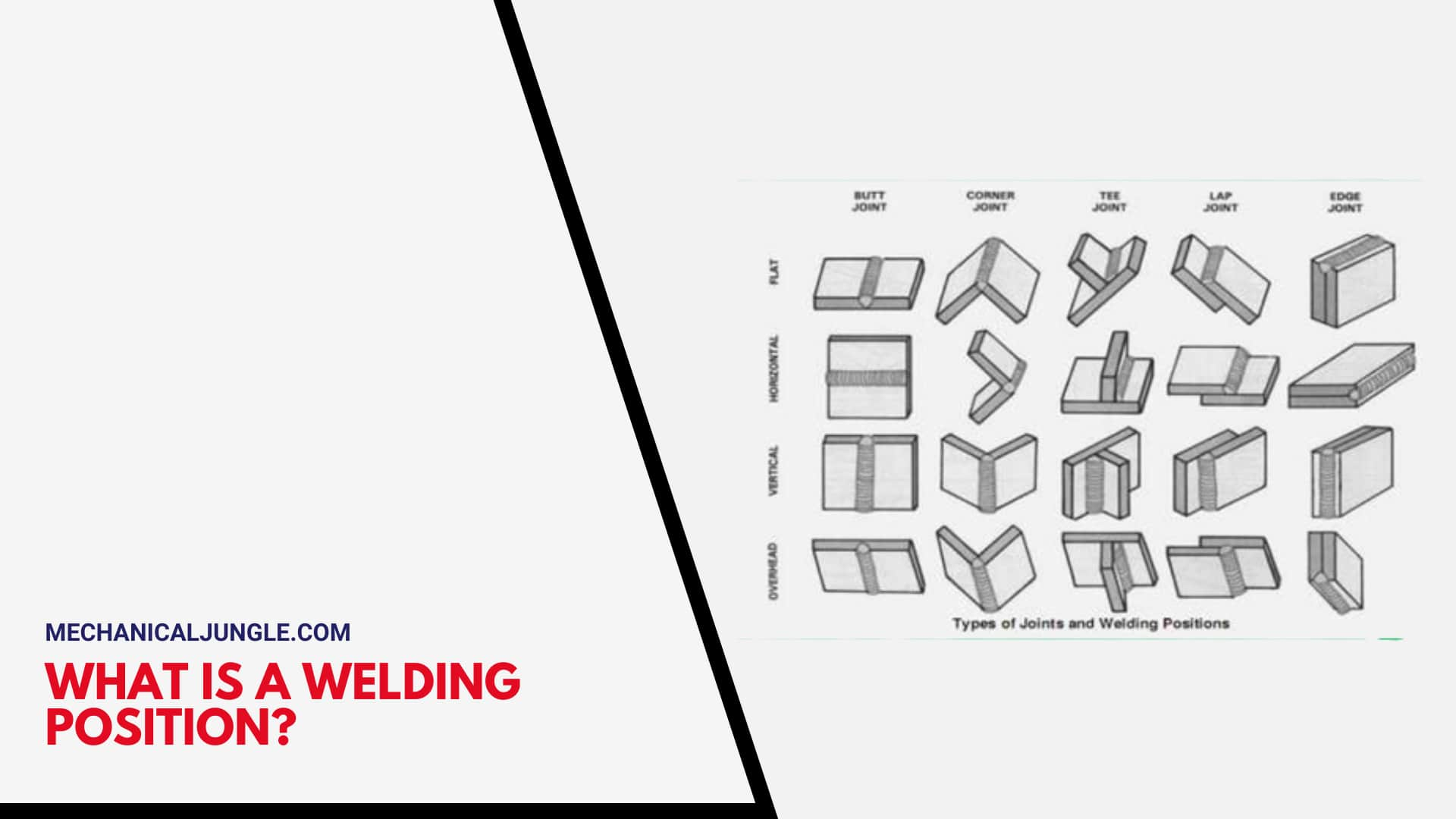
Welding position is a technique that allows the welder to join metal in the position in which they are found or position in which specifics components would be used, often involving various types of welding positions. Often this can be on the ceiling, in a corner, or on the floor.
Techniques have been developed to allows welding in any position. Some welding processes have all position capabilities, while others may be uses in only one or two positions.
All welding can be classified accords to the position of the workpieces or the position of the welded joint on the plate, or the classes being welded.
It is clear that not every weld can be welded in a horizontal and flat position.
Sometimes other welding positions may be necessary for the design or manufacture of assemblies and adapters, as the workpiece cannot be held in the required position due to its shape or size.
Also, Read: What Is Arc Welding? | What Is Arc Welding? | Types of Arc Welding
Why Are There Different Welding Positions?
Those who have never taken a welding class or fielded fused metal may assume that a welder simply sits at a workstation and fuses metal components in front of them, moving freely around the table, and Restores the workpiece as needed.
But in an everyday work environment, joining metal can be more difficult. The workpiece can be attached to the ceiling, corner, or floor.
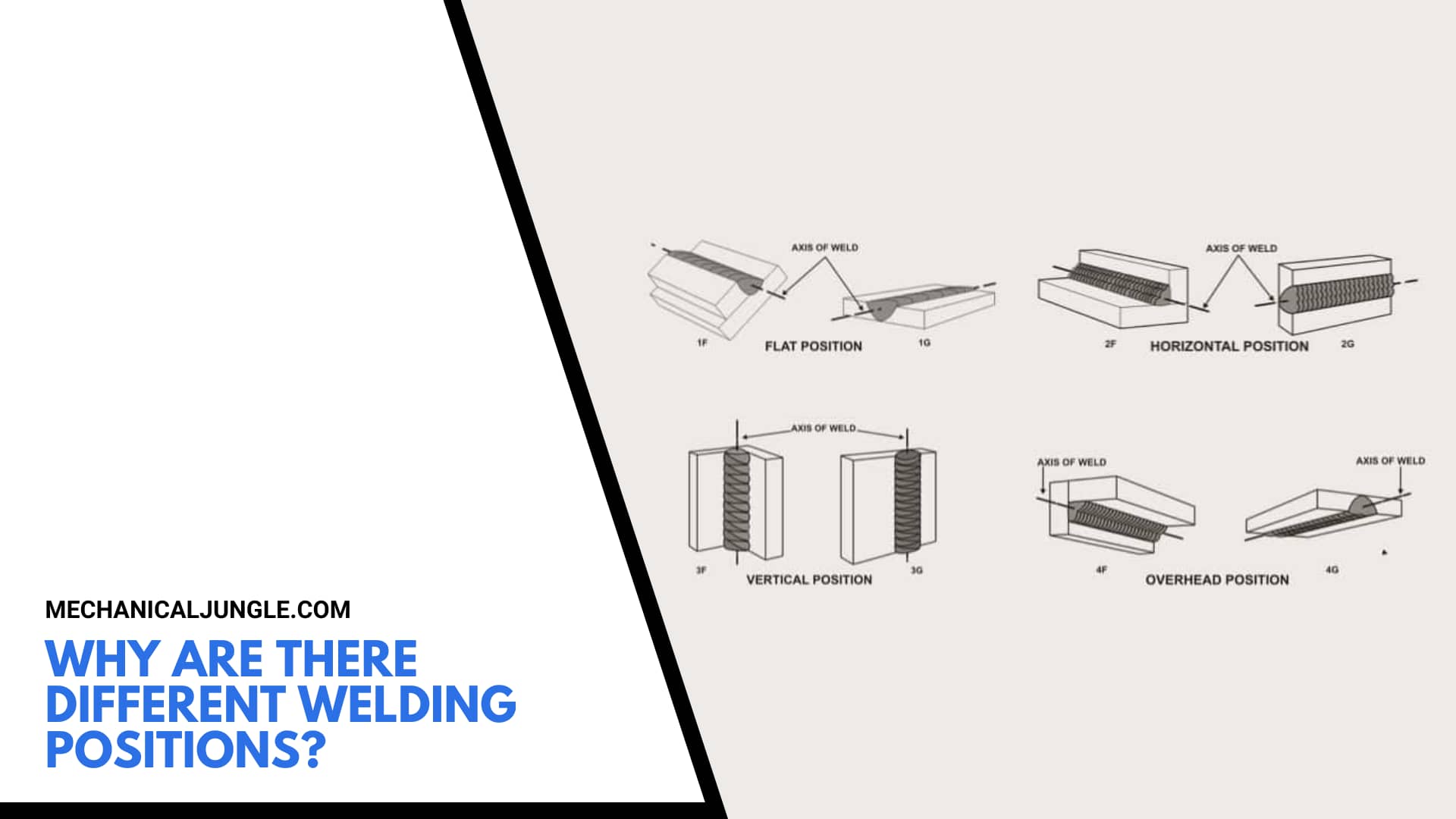
Techniques are needed for the welder to be able to weld in any position. So four general welding positions were developed.
Useful Article For You
- What Is Car Interior Used?
- What Is Transmission
- What Is a Pulley
- What Is an Inverter
- What Is Fluid
- What Is a Flywheel
- What Is a Head Gasket
- What Is Composite
- What Is an Alternator
- What Is a Cvt Transmission
- What Is Earthing
- What Is a Transformer
- What Is a Lathe
- What Is a Spark Plug
- What Is a Strut
- What Is a Boiler
- What Is a Torque Converter
- What Is Milling
- What Is a Map Sensor
- What Is a Radiator
- What Is Tlc in a Car
- What Is a Jig
- What Is a Bolt
- What Is a Screw
- What Is Thermal Pollution
- What Is Annealing
- What Is a Turret
- What Is a Turbine
- What Is a Wheel
- What Is Egr
- What Is a Plane
- What Is a Generator
- What Is a Crankshaft
- What Is a Solar Panel
- What Is a Motor Mount
- What Is a Fastener
- What Is a Spanner
- What Is a Spring
- What Is the Best Head Gasket Sealer
- What Is Motor Vehicle Services
- What Is Gear Oil Used For
- What Is a Brushed Motor
- What Is a Shaft
- What Is an Engine
- What Is a Spread Footing
- What Is a Pitched Roof
- What Is Turbo
- What Is a Condenser
- What Is a Hacksaw
- What Is Flux Core Welding
- What Is a Broach
- What Is a Master Cylinder
- What Is a Gearbox
- What Is a Potentiometer
- What Is a Rack and Pinion
- What Is Taper
- What Is a 4 Cylinder Engine
- What Is a Solar Farm
- What Is Pump Head
- What Is a Subframe on a Car
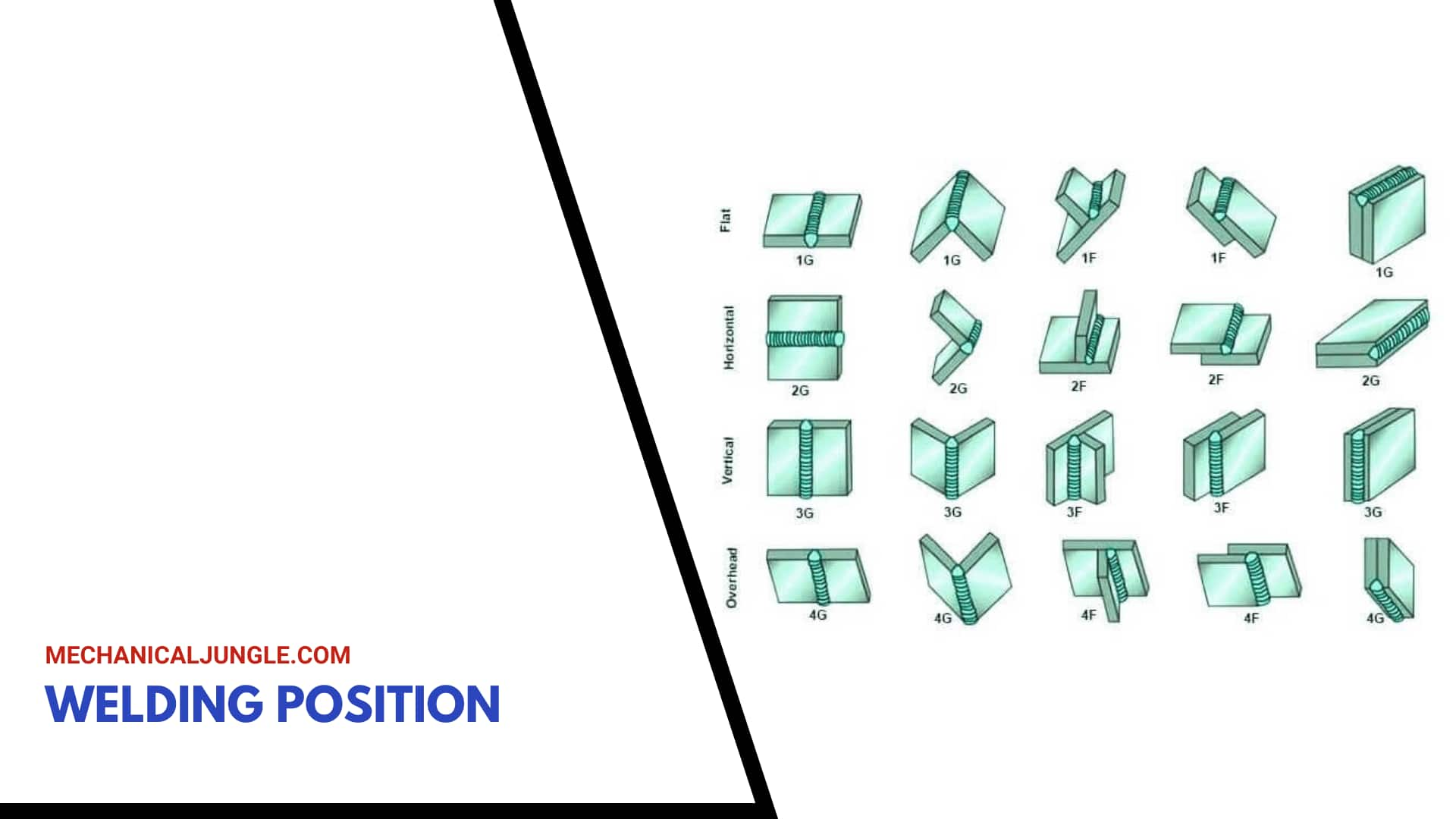
What Are the Welding Symbols for the Different Positions?
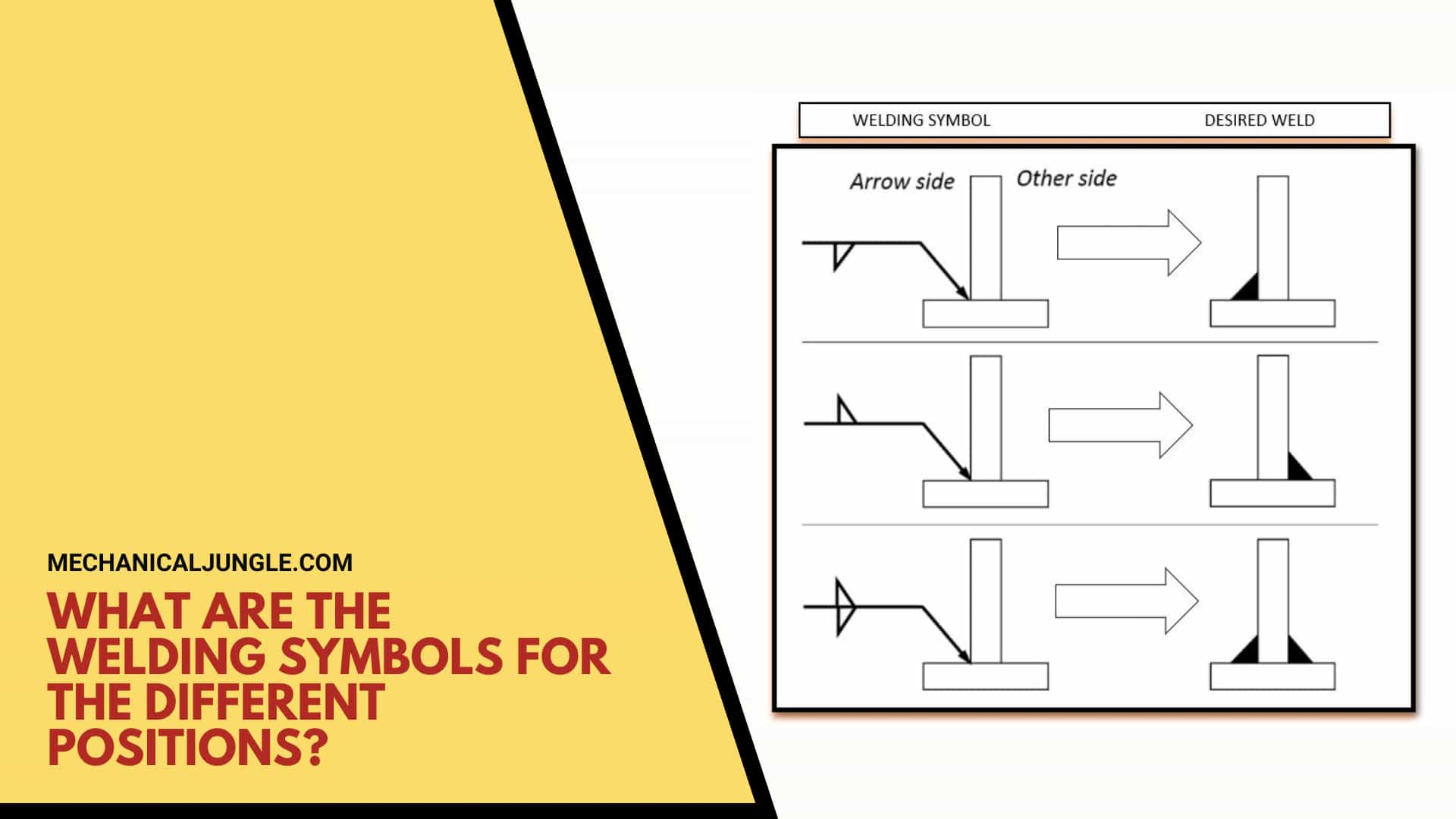
Let’s bring all of this is concepts together so you know which welding positions to uses when reading the welding symbols on an architect’s blueprint:
| Welding Symbol | Welding Position | Weld Type |
| 1 F | Flat position | Fillet weld |
| 1 G | Flat position | Groove weld |
| 2 F | Horizontal position | Fillet weld |
| 2 G | Horizontal position | Groove weld |
| 3 F | Vertical position | Fillet weld |
| 3 G | Vertical position | Groove weld |
| 4 F | Overhead position | Fillet weld |
| 4 G | Overhead position | Groove weld |
Also, Read: Resistance Projection Welding | Working of Resistance Projection Welding
Welding Position:
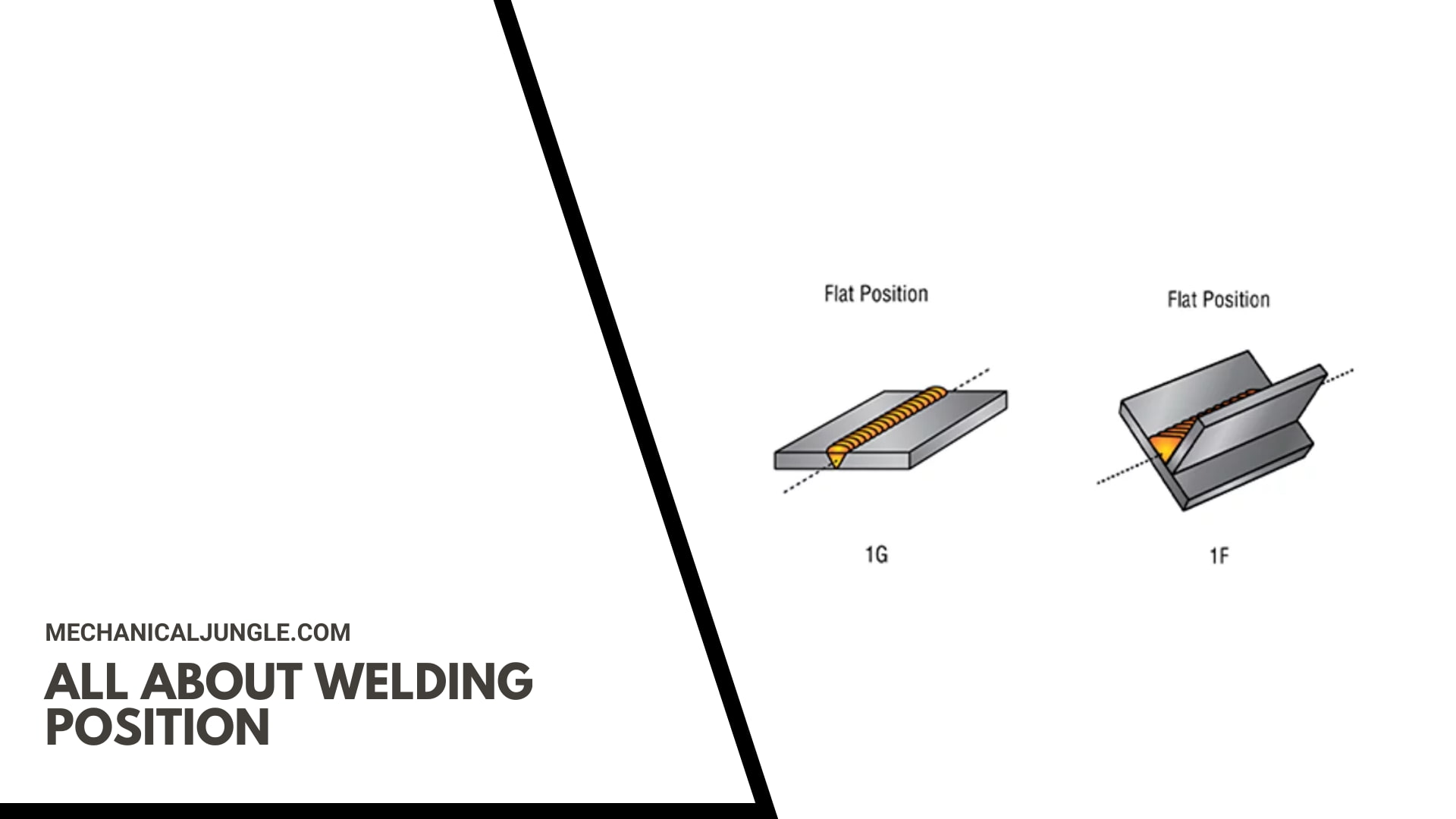
1. Flat Position (1F or 1G)
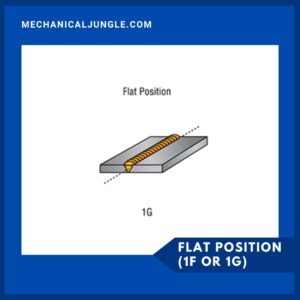
These are the easiest weld position and can be learned quickly. The metals to be joined are laid flat, and the welder moves the electric arc over them in a horizontal direction across the workpiece.
The top portion of the joint is welded together to allow the molten material to flow down into its edges or grooves. The number “1” refers to the flat positions, while the letter “G” refers to the grooves weld.
In the flat position, the joint or workpiece to be welded is placed under the welding torches.
In this regard, the molten metal flows downward into the joint. The result is easy to complete the weld. This weld position can be used to perform grooves, fillet, and butt welds.
2. Horizontal Position (2F or 2G)
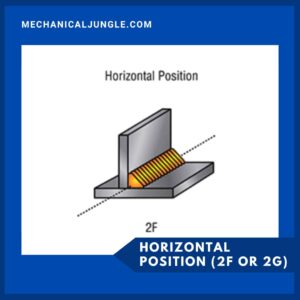
The horizontal or 2G position is a bit more complicated than the flat position.
As with vertical and overhead, horizontal positions can be more challenging to perform and require a higher level of skill. In this position, the workpiece is held parallel to your body while welding.
In this way, the workpiece remains in front of you while welding. This position can be used to obtain either a fillet or a groove weld.
For a fillet weld, the torch will be held at a 45-degree angle. The weld axis is horizontal. How the positions are executed depends on the type of weld.
For fillet welds, the weld bead is placed where a vertical and horizontal piece of metal meet at a 90-degree angle. When welding a groove, the weld face will be along a vertical plane.
3. Vertical Position (3F or 3G)
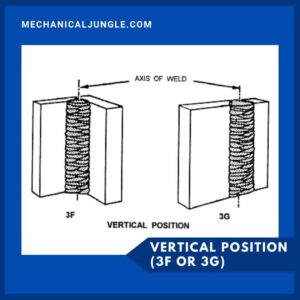
For verticals position welds, both the weld & the plate will be located vertically. One of the major problems when performing these welds is the molten metal flowing down and accumulating. Welding in a vertical position downhill or uphill can prevent this problem.
-
Vertical Uphill Position:-
In this position, both the weld and the workpiece are located vertically. One problem with this is the tendency of the molten metal to flow downward and upward due to gravity. To remedy this, torches have to be kept at an angle of 45 degrees. In addition, you use the lower metal of the workpiece to achieve a vertical climbing position.
-
Vertical Downhill Position:-
Like the vertical uphill positions, the workpiece is also placed in the vertical downhill position in a vertical position. However, instead of using the lower metal of the workpiece, you use the upper part of the workpiece.
4. Overhead Position (4F or 4G)
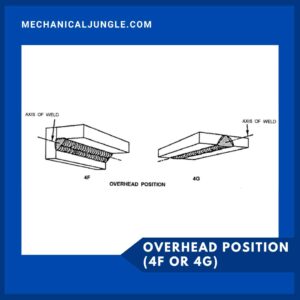
The overhead positions are the most difficult position for weld work.
Welding will be done with two pieces of metal on top of the welder, and the welder will have to angle himself and the equipment to reach the joints.
A major issue may be the loosening of metal from the plate. When metal is bent, it forms crowns. To avoid this issue, the puddles of molten metals should be kept small.
As you can see, the welding positions are essentially the location of the welder with respect to the workpiece.
One of the majors considerations with each position is the direction that the welding consumables will flow due to gravity.
The position of the welded joint for joining plates or sections forms the basics for all welding classification, which are represented by welding symbols.
Before we discuss different welding classifications, it may help you to firsts understand the types of welds & weld joints at which these positions are generally performed.
Useful Article For You
- Headliner in Car
- Alternator Vs Generator
- Axle Seal Leak
- What Is Cast Iron
- Car with Lock Symbol
- What Is an Automobile
- How Does a Magneto Work
- What Is Hydropower
- What Is a Misfire
- Automobile Engineering
- What Is Arc Welding
- Flight of Stairs
- Types of Cranes
- Cam and Follower
- Disc Brakes Work By
- Water Pump Car
- Screw Jack
- Car Shaking When Idle
- Beater Car
- Service Battery Charging System
- Types of Hammers
- Resonator Delete
- Rivet Definition
- Coolant Leak Repair Cost
- 6.0 Vortec
- Battery Saver Active
- File Tool
- Cheapest Place to Get Brakes Done
- Tire Feathering
- Ecm Motor
- Service Stabilitrak Chevy Cruze
- Nut Vs Bolt
- Ship Engine
- Interstate Car Battery
- Hvac System Diagram
- Keyless Remote Battery Low
- What Is a Girder
- Shaded Pole Motor
- Mechanical Engineering Companies
- Cv Joint Noise When Driving Straight
- Cnc Bdsm
- Egr Vacuum Solenoid
- Can You Mix Red and Green Coolant
- Reaction Turbine
- Tin Snips Vs Aviation Snips
- Electrical Phases
- Service Steering Column Lock
- Low Power Steering Fluid Symptoms
- Pipe Joints
- Best Welding Schools
- 168 Vs 194 Bulb
- What Is a Coupling
- Dog Clutch
- Beater Cars for Sale
- Does Radiator Stop Leak Work
- How to Reset Fuel Gauge
- Turboshaft Engine
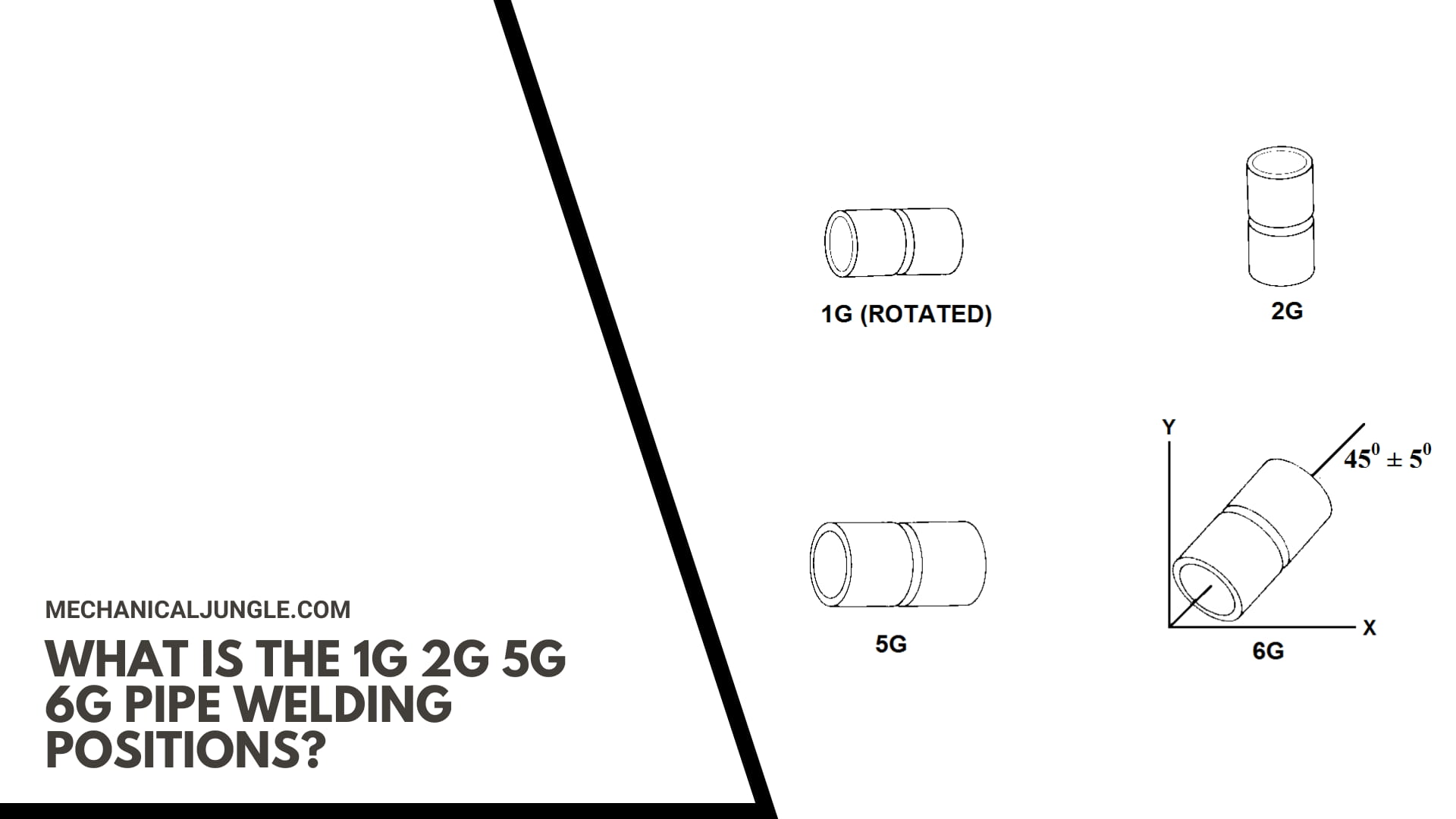
What is the 1G 2G 5G 6G Pipe Welding Positions?
In the constructions phase of a project in the oil & gas industry, we often find welding activities on pipes or welding on tanks.
In order to maintain the quality of welding, professional organizations (ASME, AWS, ISO, JWES) make rules and classifications of welding positions.
All welders involved in construction need to be certified in accordance with these designations.
In general, the pipes welding position is divided into two types, namely the welding position at the groove joint and the welding position at the fillet joint, with specific designations like 1g position welding, 2g position welding, 5g position welding, and 6g position welding.
Most welding connections on pipe use the type of groove joints; that is why we often hear the term pipe welding position.
Pipe welding positions are divided into four groups, namely 1G, 2G, 5G, and 6G. Comparison between ISO Standard Positions and ASME/AWS Welding Positions:
| No | Welding Positions (ISO) | Welding Positions (ASME / AWS) |
| 1 | PA | 1G / 1F |
| 2 | PB | 2F |
| 3 | PC | 2G |
| 4 | PD | 4F |
| 5 | PE | 4G |
| 6 | PF | 3G Uphill |
| 7 | PG | 3G Downhill |
| 8 | PH | 5G Uphill |
| 9 | PJ | 5G Downhill |
| 10 | H-L045 | 6G Uphill |
| 11 | J-L045 | 6G Downhill |
Welding has two aspects; skills and knowledge. The welder’s skill is assessed by welder performance qualification.
This quality is an important demonstration of a welder’s ability to deposit welds. So, things like position, backing, uphill, & downhill, etc.
Also, Read: What Is a Flame in Gas Welding? | Types of Flames in Gas Welding
1. 1G Pipe Welding Position
This is the easiest welding position, often referred to as the 1g position welding. The 1G welding position is a position where the pipe is in horizontal positions & the pipe can be rotated against the horizontals axis or the X-axis. The welder does the welding from the top of the pipe. The position of the welder does not change.
2. 2G Pipe Welding Position
These are a welding position that is easy to do. The 2G welding position is a position where the pipe is in a vertical direction, and the welds axis is in the horizontals direction. The welder performs welding from the side of the pipe with a horizontal welding direction.
3. 5G Pipe Welding Position
The 5g position welding is a situation where the pipe is in the horizontal or X-axis position, but the pipe is stationary or cannot be rotated. The welder performs the welding while moving it around the pipe. This situation is almost the same as the 1G situation; only the pipe cannot be rotated.
It is also called PF in ISO/EN standards. Welding in 5G is done vertically, either upwards or downwards.
4. 6G Pipe Welding Position
The 6g position welding, or simply 6g welder position, is the most difficult welding position.
The only welder having sufficient experience is capable of welding with a 6G position. Pipe in a sloping position that is approximately 45° from the horizontal axis (X-axis) or 45° from the vertical axis (Y-axis).
The pipe cannons are rotated, so the welder musts are welding while the pipe is moving around.
Welding positions are important variables to determine weld quality. If welders have the qualification of 1G position, he is not allowed to perform welding in a more difficult condition such as 6G positions.
But on the contrary, if the welders have 6G positions qualifications, he is allowed to perform welding in a 1G position. A welding inspector is responsible for verifying these requirements to be implemented.
Also, Read: What Is a Vehicle? | Parts of Vehicle | Regular Maintenance | Proper Driving
1G, 2G, 5G, 6G Welding Positions limitations in WPS:
ASME Boiler & Pressure Vessel Code Section IX also makes very good guidelines and limits regarding welding conditions in WPS for the specific welding process.
Take an example for the GTAW process for other welding processes; we do the same thing, check each variable to know what happens to it when we replace them.
For the GTAW process, any joint in the welding position is classified as an essential variable.
This means that welding conditions have a significant impact on weld quality results. QW-252 states that a change in qualified status is necessary.
| QW-253 WELDING VARIABLES PROCEDURE SPECIFICATIONS (WPS) | ||||
| Shielded Metal-Arc Welding (SMAW) | ||||
| Paragraph | Brief of Variables | Essential | Nonessential | |
| QW-402 Joints |
0.1 | Φ Groove design | … | NE |
| 0.4 | – Backing | … | NE | |
| 0.1 | ΦRoot spacing | … | NE | |
| 0.11 | ± Retainers | … | NE | |
| QW-403 Base Metals |
0.7 | T/t limits > 8 inch (203 mm) | E | … |
| 0.8 | Φ T qualified | E | … | |
| 0.9 | t pass > ½ in. | E | … | |
| 0.11 | Φ P-No. qualified | E | … | |
| 0.13 | Φ P-No. 5/9/10 | E | … | |
| QW-404 Filler Metals |
0.4 | Φ F-Number | E | … |
| 0.5 | Φ A-Number | E | … | |
| 0.6 | Φ Diameter | … | NE | |
| 0.3 | Φ t | E | … | |
| 0.33 | Φ AWS class | … | NE | |
| QW-405 Positions |
0.1 | + Position | … | NE |
| 0.3 | Φ↑↓ Vertical welding | … | NE | |
| QW-406 Preheat |
0.1 | Decrease > 100°F (56oC) | E | … |
| 0.2 | Φ Preheat maintenance | … | NE | |
| QW-407 PWHT |
0.1 | Φ PWHT | E | … |
| 0.4 | T limits | E | … | |
| QW-409 Electrical |
0.4 | Φ Current or polarity | … | NE |
| 0.8 | Φ I & E range | … | NE | |
| QW-410 Technique |
0.1 | Φ String/weave | … | NE |
| 0.5 | Φ Method cleaning | … | NE | |
| 0.6 | Φ Method back gouge | … | NE | |
| 0.9 | Φ Multiple to single-pass/side | |||
| 0.25 | Φ Manual or automatic | … | NE | |
| 0.26 | ± Peening | … | NE | |
Frequently Asked Questions (FAQ)
Welder Position
For a fillet weld – welding is performed on the upper side of an approximately horizontal surface and against an approximately vertical surface. For a groove weld – the face of the weld lies in an approximately vertical plane. Butt welding – is a little more difficult to master than flat position.
Types of Pipe Welding
Welding techniques used for pipes include arc welding processes including MIG welding and TIG welding. Types Of Welding Used
- Shielded Metal Arc Welding (SMAW).
- Gas Metal Arc Welding (GMAW).
- Flux-Cored Arc Welding (FCAW).
- Submerged Arc Welding.
- Tungsten Inert Gas (TIG) Welding.
What Is a Weld?
Welding is a fabrication process whereby two or more parts are fused together by means of heat, pressure, or both forming a join as the parts cool.
1F Welding Position
Flat Position (1G or 1F). This type of welding is performed from the upper side of the joint. The face of the weld is approximately horizontal.
2G Weld Position
In the 2G welding position, the pipe is in the vertical position and can be rotated along the vertical (Y) axis. The welder’s position remains stationary. Welding is performed on the side of the pipe in a horizontal direction.
Horizontal Welding Position
For a fillet weld – welding is performed on the upper side of an approximately horizontal surface and against an approximately vertical surface. For a groove weld – the face of the weld lies in an approximately vertical plane.
Weld Position Numbers
To help operators understand the type of weld joint (fillet or groove) and the weld position, each weld is given a number and a letter — 1G, 2G, 3G, 4G or 1F, 2F, 3F, 4F — to indicate the position and the type of weld required, encompassing all welding positions. Welds with a 1 are flat position, 2 is horizontal, 3 is vertical and 4 is overhead.
3F Welding Position
When welding is done on a vertical surface, the molten metal tends to run downward and pile up. The flow of metal can be controlled by pointing the flame upward at a 45-degree angle to the plate and holding the rod between the flame and the molten puddle (see above).
Overhead Welding Position
Overhead welding is performed from the underside of a joint. In overhead welding, the metal deposited tends to drop or sag on the plate, causing the bead to have a high crown.
4F Welding Position
4F denotes the overhead position of welding fillets while 4G denotes the welding of grooves in the same position. By now you might have understood what exactly ‘4’ denotes.
5G Welding Position
In the 5G welding position, the pipe is in the horizontal position. Unlike the 1G position, the pipe is in a fixed position and it cannot be rotated. The welder moves around the pipe in the vertical direction to perform the welding.
5G Welding
5G Welding position is a situation where the pipe is in the horizontal or X-axis position, but the pipe is stationary or cannot be rotated. The welder performs the welding while moving it around the pipe.
6G Welding Position
In the 6G Welding Position, or simply welding 6g, the pipe slopes at approximately 45° from the horizontal (X) axis or 45° from the vertical (Y) axis. The pipe is in a fixed position, so the welder must move around the pipe to perform the welding.
Downhill Pipe Welding
I’m in welding school and we’re currently learning how to weld pipe using a 1/8″ 6010 electrode, and run downhill on the root.
How Does a Welder Work
Welding works by joining two materials together without a separate binder material. Unlike brazing and soldering, which use a binder that has a lower melting point, welding joins the two workpieces directly together.
How Does Underwater Welding Work
Wet underwater welding directly exposes the diver and electrode to the water and surrounding elements. Divers usually use around 300–400 amps of direct current to power their electrodes, and they weld using varied forms of arc welding.
How Do Laser Welders Work
Welding by the laser beam is basically very simple: Two precisely cut sheets are held together. The laser melts the edges of the sheet metal. The melt flows into each other – and the joint is complete.
How Do I Get into Welding
A welder training program can take anywhere between six months to two years to complete. Training programs include welding and cutting practices, the metallurgy of welding, and safety and quality standards in welding. You can also start your welding career as a welding laborer in companies that provide on-the-job training.
How Do You, Weld
Welding is the process of using an electrical current to superheat and melt metal so that you can join two pieces of metal together. There are several ways to weld, but the two most popular ways to weld at home include gas metal arc welding, or MIG welding, and arc welding, otherwise known as stick welding.
How Do I Become a Welder with No Experience
To get a job as a welder with no experience, you typically need to have a high school diploma. A no-experience welding job is often part of an apprenticeship or trade school program that combines classroom instruction with practical job training.
Like this post? Share it with your friends!
Suggested Read –
- Turbine Condensers
- What Is a Projection Weld
- Components of Front Axle
- Difference Between Orthogonal and Oblique Cutting | Orthogonal Machining
- How Do Aircraft Brakes Work | How Aircraft Brakes Work | Brake Design | Aircraft Brakes
- Governor Definition Engine | Definition Isochronous | Equation of Speed | Porter Governor Working | Porter Governor Construction
- Cochran Boiler | Cochran Boiler Working | Working Principle of Cochran Boiler | Applications of Cochran Boiler | Advantages & Disadvantages of Cochran Boiler
- Difference Between Air Conditioning and Refrigeration Why We Need a Refrigeration | Refrigeration System | Refrigeration Cycle | Principle of Refrigeration

Leave a Reply