Difference Between Orthogonal and Oblique Cutting
- Today We Will Discuss the Difference Between Orthogonal and Oblique Cutting. Metal Cutting, Commonly Known as Machining, Is the Most Common Phenomenon Used in Manufacturing Industries. Every Product, Big or Small, Undergoes a Machining Process to Get the Final Product.
- So the Knowledge of Basic Types of Metal Cutting Is Most Important. If We Talk About Metal Cutting, Two Terms Come to Our Mind Orthogonal and Oblique.
- These Both Are the Metal Cutting Machine, Which Is Purely Depending on the Feed Angle and Cutting Direction of the Tool.
There are two types of this orthogonal and oblique cutting.
- Orthogonal Cutting.
- Oblique Cutting.
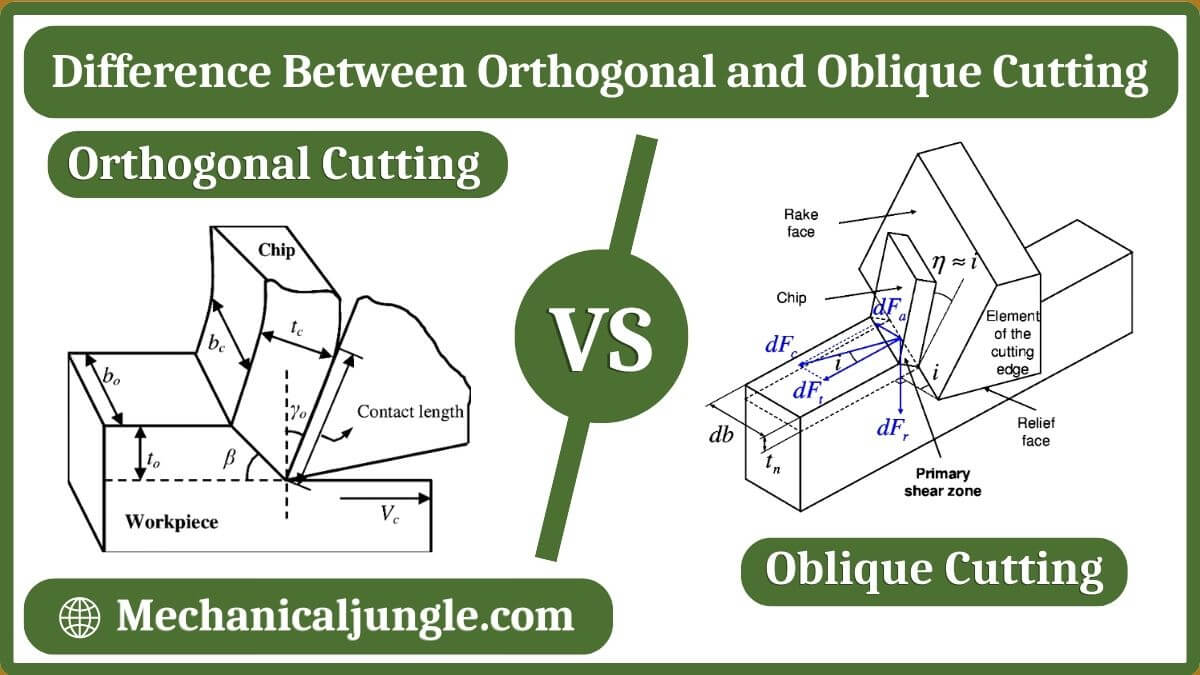
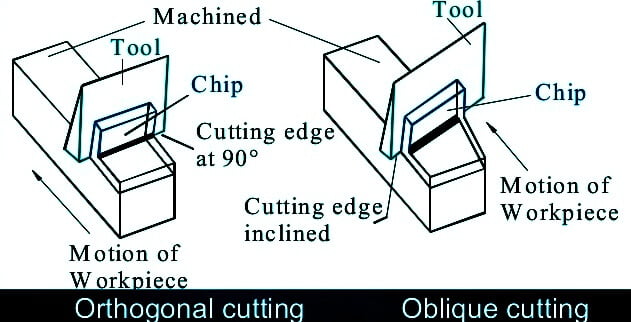
#1 Orthogonal Cutting :
- Orthogonal Cutting Is a Type of Cuttings in Which the Cutting Tool Is Perpendicular to the Direction of Motion. the Chip Flow in This Cutting Is State-Of-The-Art.
- This Type of Cutting Has a Lower Life Cutting Capacity in the Tool.
#2 Oblique Cutting:
- Oblique cutting is a type of cuttings in which the cutting tool is at an oblique angle in the direction of the tool’s motion.
- The chip flow in this cutting is not cutting edge.
- The tool has a longer cutting life than orthogonal cutting.
In addition, there are other differences which are described below.
| Sr.No. | Orthogonal Cutting | Oblique Cutting |
| 1 | The cutting angle of the tool makes a right angle to the direction of motion | The cutting angle of the tool does not make the right angle to the direction of motion |
| 2 | The flow of the chip is perpendicular to the cutting edge. | The flow of the chip is not perpendicular to the cutting edge. |
| 3 | The tool has lesser cuttings life | The tool has a higher cuttings life. |
| 4 | The shear forces per unit area is high, which increases the heat per unit area. | The shear force per unit area is low, which decreases heat per unit area. |
| 5 | In orthogonal cutting, the surface finish is poor. | In oblique cutting surface finish is good. |
| 6 | Cutting edge is longer than the edge of the cut | Cuttings may or may not be longer than the edge of the cut. |
| 7 | In orthogonal cuttings, only two components of force are considered cutting force and thrust force, which can be represented by a 2D coordinate system. | In oblique cutting, three components of force are considered, cutting force, thrust force, and radial force, which cannot represent by 2D coordinate. It used a 3D coordinate to represent the forces acting during cutting, so it is known as 3D cutting. |
| 8 | Two mutually perpendicular cutting forces act on the workpiece | Three mutually perpendicular forces are involved. |
Orthogonal Machining
Cuttings tool geometry is simplified from the 3-D (oblique) geometry to a 2-D (orthogonal) geometry.
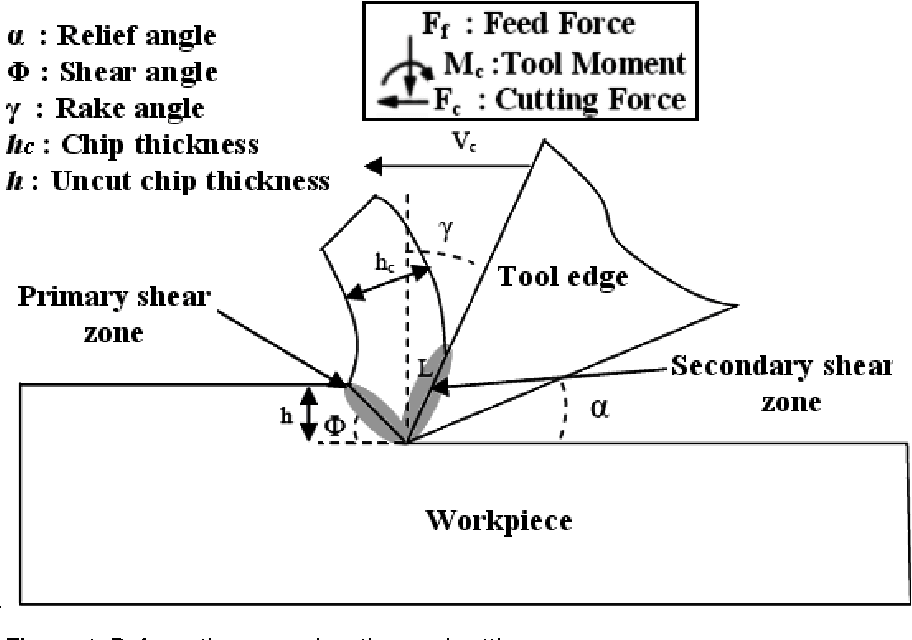
- Chip Formation: Simplified Orthogonal Machinings in-plane model of the cutting process Assumptions
- Work-piece: a flat plate
- Cutting tool: geometry is given by the back rake angles (a) only
- Shear: in one singles plane, which is doing f degrees with the direction of speed.

- Chip is formed by shearing.
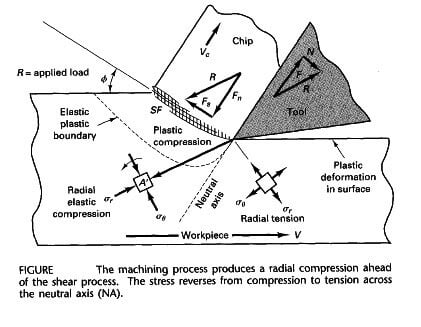
- High shear stress over a narrow region
- large strain and high strain rate plastic deformation due to radial compression.
- The compressions zone travels ahead of the tool.
- Elastic to plastic deformations when yield stress is exceeded.
Frequently asked questions (FAQs) that could be included in the article comparing orthogonal and oblique cutting in metal machining:
What is orthogonal cutting?
Orthogonal cutting is a machining process where the cutting tool is perpendicular to the direction of motion of the workpiece.
What is oblique cutting?
Oblique cutting involves a cutting tool that is at an angle (other than 90 degrees) to the direction of motion of the workpiece.
How does chip flow differ between orthogonal and oblique cutting?
In orthogonal cutting, the chip flow is perpendicular to the cutting edge, whereas in oblique cutting, it is not perpendicular to the cutting edge.
Which type of cutting generally provides better tool life?
Oblique cutting generally offers better tool life compared to orthogonal cutting.
What are the effects on surface finish between orthogonal and oblique cutting?
Orthogonal cutting typically results in poorer surface finish, whereas oblique cutting tends to produce better surface finish.
How many cutting force components are considered in each type of cutting?
Orthogonal cutting considers two components of force (cutting force and thrust force), represented in a 2D coordinate system. Oblique cutting considers three components (cutting force, thrust force, and radial force), necessitating a 3D coordinate representation.
What are the key differences in the shear forces and heat generation between orthogonal and oblique cutting?
Orthogonal cutting involves higher shear forces per unit area, leading to increased heat generation, whereas oblique cutting experiences lower shear forces per unit area and thus lower heat generation.
How does the tool geometry differ in orthogonal and oblique cutting?
In orthogonal cutting, tool geometry is simplified to 2D, primarily defined by back rake angles. Oblique cutting involves a more complex 3D geometry due to the tool angle relative to the workpiece motion direction.
What are the practical applications of orthogonal and oblique cutting in manufacturing?
Orthogonal cutting is commonly used in processes where simplicity and certain cutting characteristics are advantageous. Oblique cutting finds applications where better tool life, surface finish, and control over cutting forces are critical.
Which cutting method is more suitable for achieving precise dimensional accuracy in machining?
Oblique cutting is generally preferred for achieving precise dimensional accuracy due to better control over cutting forces and chip flow dynamics.