Important Point
Simple Indexing in Milling Machine:
The indexing mechanism involves the use of an index plate, which is a circular plate consisting of a series of six or more circles of evenly spaced holes; the index pin on the crank can be inserted into any hole in any circle.
Interchangeable plates are regularly furnished with the most divided heads, the required spacing for most gears, bolt heads, milling cutters, splines, etc.
Can be obtained. The following are the two most common sets of plates used as standard equipment.
If you’re wondering what is indexing in milling machine, there are different methods of indexing given below:
- Index Plate.
- Simple Indexing.
- Compound Indexing.
- Differential Indexing.
- Direct Indexing.
- Plain Indexing.
- Indexing Operation.
#1. Index Plate
An index plate is a round metal plate with a series of six or extra circles of evenly spaced holes; the index pin on the crank can put in in any hole in any circle.
By the similar plates frequently furnished through most index heads, the spacings needed for most gears, bolt heads, splines, milling cutters, and so forth can be obtained.
The following sets of plates are normal equipment:
Brown and Sharpe type, 3 plates of 6 circles, every drilled in this way:
- Plate 1- 15, 16, 17, 18, 19, 20 holes
- Plate 2- 21, 23, 27, 29, 31, 33 holes
- Plate 3- 37, 39, 41, 43, 47, 49 holes
Cincinnati type, one plate drill on equal sides by circles divided in this way:
- First side- 24, 25, 28, 30, 34, 37, 38, 39, 41, 42, 43 holes
- Second side- 46, 47, 49, 51,53, 54, 57, 58, 59, 62, 66 holes
Also, Read: What Is a Flame in Gas Welding? | Types of Flames in Gas Welding
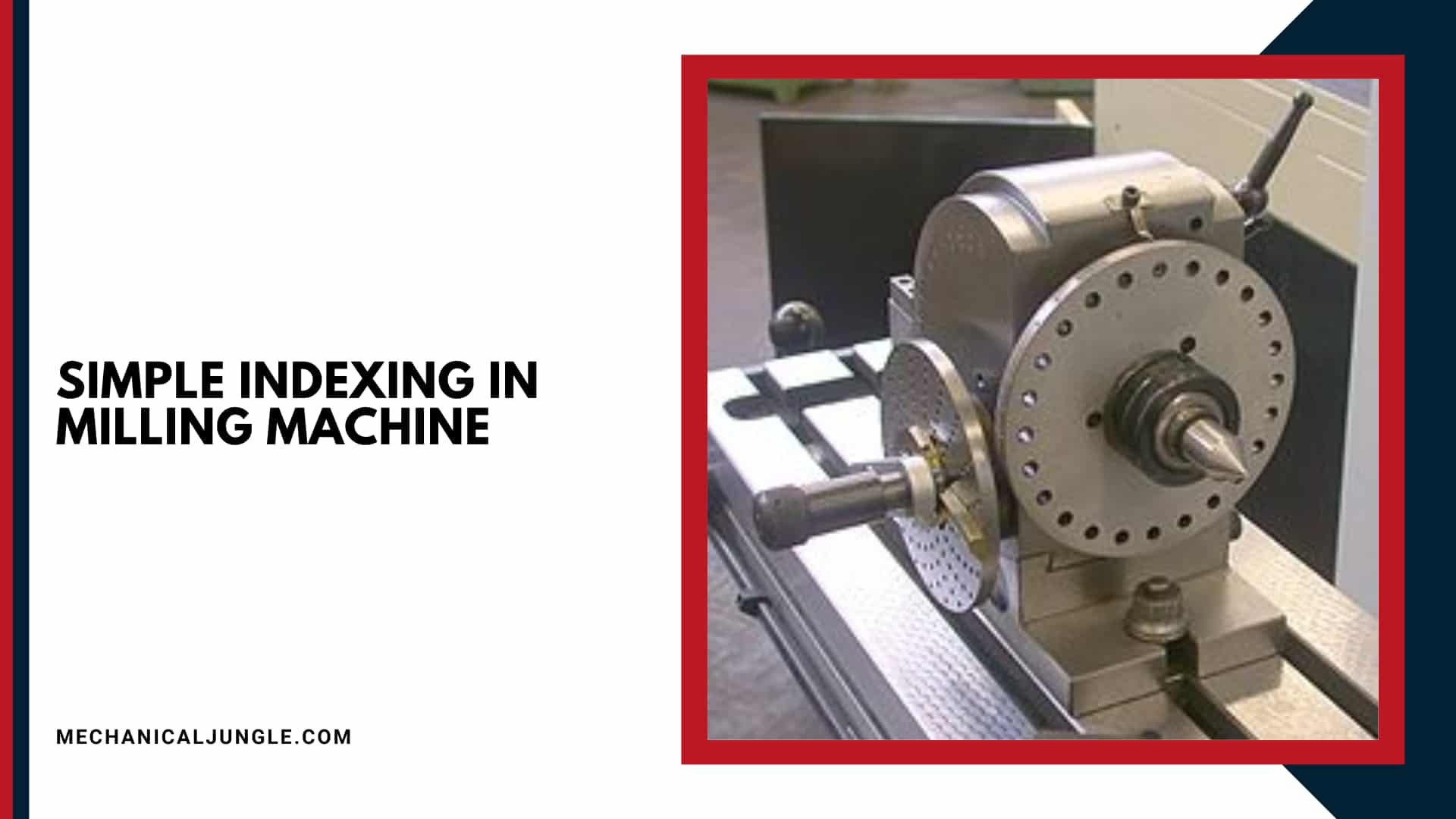
#2. Simple Indexing-
When discussing simple indexing formula, it’s important to note that simple indexing on a milling machine is carried out through the use of a plain indexing head or universal dividing head.
This process of indexing involves the use of a worm, crank, index head, and worm wheel.
The worm wheel usually carries 40 teeth, with the worm is single-threaded. By this arrangement, as a crank completes one revolution, the work wheel turns through 1/40th of the revolution.
Also, a worm wheel turns through 2/40 (1/20)th of revolution, and presently, therefore, for one revolution of a workpiece, a crank wants to create 40 revolutions—holes in index plate extra help in subdividing rotation of the workpiece.
#3. Compound Indexing-
When considering compound indexing in milling machine, it’s noted that as the number of divisions necessary on the job is external, the variety of simple indexing methods of compound indexing is used.
Operation is passed out by providing two detach simple indexing movements.
- By turning the crank in a similar way as in simple indexing.
- Once more, the turning index plate and the crank are also in equal or in conflicting directions.
Also, Read: Open Belt Drive And Cross Belt Drive | Difference Between Open Belt Drive And Cross Belt Drive
#4. Differential Indexing-
At times, especially when considering differential indexing in milling machine, a number of divisions are necessary, which cannot be achieved through simple indexing by the index plates frequently supplied. Get these divisions; a differential indexed is used.
Index crank is attached to worm shaft with a train of gears in its place through direct coupling and with simple indexing.
Selection of these gears occupy calculations like those used in calculating change gear ratio for cutting threads on the lathe.
#5. Direct Indexing-
The creation of several index heads, especially in direct indexing in milling machine, allows the worm to be detached from the worm wheel, creating a potentially faster way of indexing.
Index head is given by a knob which, as turned during part of a revolution, functions unconventional and disengages the worm.
Direct indexing is able by an additional index plate fixed to the index head spindle. The motionless plunger in the index head fits the holes in the index plate.
By moving the plate with hand to index directly, the spindle with the workpiece turns an equal distance.
Direct index plates generally have 24 holes and present a rapid means of milling squares, hexagons, taps, and soon.
Some number of divisions which is a factor of 24, can be indexed rapidly and suitably by the direct indexing method.
#6. Plain Indexing-
The following principle affect to necessary indexing of workpieces:
- Assume it is preferred to mill spur gear by 8 equally spaced teeth. As 40 turns of index crank will turn spindle one full revolve, one-eighth of 40, or else 5 turns of crank after every cut, will space gear for 8 teeth.
- The equal rule affects whether or not divisions necessary divide equally into 40. As, if it is preferred to index for 6 divisions, 6 divided into 40 equals 6 2/3 also turns, to the index for 14spaces, 14 divided in 40 equals 2 6/7 turns.
- Thus, follow the rule can consequence: to agree on the number of turns of index crank desired to take one division of every number of equal divisions workpiece, divide 40 by a number of equivalent divisions preferred to give worm wheel has 40teeth, which is standard practice.
#7. Indexing Operation-
Two follow exemplar explain how to index plate is used to get any preferred part of an entire spindle turn by plain indexing.
To Mill a Hexagon:- By the rule over, divide 40 by 6, which equals 6 2/3 turns, or six full turns plus 2/3 of a turn on any circle whose figure of holes is detachable by 3.
Thus, six full turns of the crank plus 12 spaces on an 18- hole circle or six full turns plus 26 spaces on a 39-hole circle will make the preferred rotation of the workpiece.
To Cut a Gear of 42 Teeth:- By rule over, divide 40 by 42, which equals 40/42 or 20/21 turns, 40 spaces on 42-hole circle or20 spaces on the 21-hole circle.
To apply the rule given, choose a circle that has a number of holes dividable through the required fraction of turn concentrated to its lowly terms.
The number of spaces among the holes gives the preferred fractional part of the entire circle. When counting holes, start with the first hole to the fore of the index pin.
Frequently Asked Questions (FAQ)
Simple Indexing
Simple indexing on a milling machine is passed out through the use also a plain indexing head or universal dividing head. This process of indexing, especially when using the indexing head in a milling machine is used, involves the use of a worm, crank, index head, and worm wheel. The worm wheel usually carries 40 teeth, with the worm being single-threaded.
Dividing Head for Milling Machine
A dividing head is a great add-on for a mill and opens the door to making gears, splines, bolt patterns, and much more. Most dividing heads allow you to angle the device (and your part) so you can hold your piece vertically, horizontally, or at any angle in-between.
Direct Indexing Meaning
Direct indexing is an index investing strategy that involves directly purchasing the components of an index at the appropriate weights. Direct indexing can provide greater autonomy, control, and tax advantages to certain investors over owning an index mutual fund or an index exchange-traded fund (index ETF).
Indexing Gearboxes
All ZZ cam gearboxes are fitted with through-hardened and ground cams. This is the basis for high precision, positive action, and long service life.
Indexing in Milling
Indexing is an operation of dividing a periphery of a cylindrical workpiece into an equal number of divisions with the help of an indexed crank and index plate. Because the operator of the machine may want to rotate the part to an arbitrary angle indexing plates are used to ensure the part is accurately positioned.
Indexing in Milling Machine
The operation of rotating the job, especially when considering types of indexing in milling machine, through a required angle between two successive cuts is termed indexing. This is accomplished with the help of a milling attachment known as a dividing head, which is an accessory to the milling machine.
Like this post? Share it with your friends!
Suggested Read –
- Chem Milling
- Milling Cutter Types
- Angle Plate for Milling Machine
- Difference Between Orthogonal and Oblique Cutting | Orthogonal Machining
- What Is Magneto Ignition System | How Does an Ignition System Work | How Does a Magneto Work | What Does a Magneto Do | Magneto Ignition System
- What Is a Synchromesh Gearbox? | Principle of Synchromesh Gearbox | Construction of Synchromesh Gearbox | Working of Synchromesh Gearbox
- Working of Constant Mesh Gearbox | What Is a Constant Mesh Gearbox? | Different Gear Ratios in Constant Mesh Gearbox | Construction of Constant Mesh Gearbox
- What Is Cupola Furnace? | Cupola Furnace Design । Cupola Construction | Purpose of Cupola | Working Principle of Cupola Furnace: | Advantages of Cupola Furnace | Disadvantages of Cupola Furnace | Applications of Cupola Furnace

Leave a Reply